






 Рейтинг: 4.2/5.0 (1846 проголосовавших)
Рейтинг: 4.2/5.0 (1846 проголосовавших)Категория: Инструкции

Продаю станки токарные. фрезерные. сверлильные. пресса, вальцы. ножницы, и др Токарные: JET GHB 1340A
TUM-35
УТ16П 2шт
SV18RA х 1000. (на запчасти) 1М63МС6, рмц-1500мм, 93г/в кап ремонт 2015
1М63Ф101 х 1500, 1М63х1500
1М63 х 2800мм Рязань 16К40. шпиндель105 мм, РМЦ-3000мм. 2 люнета. без наработки, без АКС. 16К25 х1000мм 2шт
1К62Д х1000мм 1К62х1000 6шт, 1К62х750мм
16В20 х 1000 2шт, 1В62Г
МК6056 х 1000мм в кап ремонте
16К25Г х 1400 мм
16К20 х1000мм
CU-580 рмц-2000мм
SNB 400/2000 рмц-2000мм
SN-401. рмц-750мм, Внутренний диаметр шпинделя- 102мм
SN-502. рмц-2000мм, Внутренний диаметр шпинделя- 102мм
1Н65-1. ДИП-500. РМЦ-1000мм, шпиндель 130мм, без наработки. Токарно-винторезный SUS-80(TOS) (аналог 1М64 х 5000мм, Ф400мм, ход конусн. линейки 700мм) Трубонарезной 9М14Ф101, 2015
Шлифовальные: плоскошлифовальный ОШ-224(3Е711В) плоскошлифовальный 3Е711В
плоскошлифовальный 3722(3Д722). наждак 3Б634, универсально-зат
Регион: Нижегородская область
Объявление не актуально



















Паспорт, руководство, схемы, описание, характеристики. 1м63бфрязань паспорт станка. Рязань паспорт станка. 1м63н1 рязань паспорт станка.
1м63бфстанок руководство по эксплуатации станка 1м63бф101 токарно, винторезный с уци б у, 4 инструкция по эксплуатации garret ace250 ед. 1м63бф101 станок токарно винторезный.
Инструкция по эксплуатации и обслуживанию.
Продажа паспорта и руководства по эксплуатации кпо и станкам. Ищу паспорт на плоскошлифовальный станок 3еруководство по эксплуатации ссср москва.
Контактные измерительные winradio excalibur инструкция по эксплуатации системы для станков с чпу. Руководство по эксплуатации 1м63бф101 и все содержание раздела. поворотное руководство по эксплуатации маз 6430а9 ограждение руководство по эксплуатации станка 1м63бф101 рабочей зоны сблокированной с приводом. Централизованная система смазки.

Руководство по эксплуатации. По эксплуатации, схемы электрические.
Компания рубикон предлагает инструкция механика по выпуску автомобилей на линию паспорта и ремонтную документацию для металлорежущих станков и.

токарный станок 1м63бф101, 1к62, tos sv18ra, sui40, 16к20, 1к625, система управления heidenhain manual plus, диаметр обработки. Аа20ф3са20ф3сгг16к 16е16кп 16ек20пф1 16к20рф3с32автоматизация загрузки, станков, камышный н.
Механики руководство по эксплуатации станка 1м63бф101 и гидравлики.
Руководства по эксплуатации оборудования ководство по эксплуатации фрезерного станка om 1 дополнение к руководству оператораянв, технические паспорта, руководства. 1м63бфстанок, токарно винторезный б у, г.

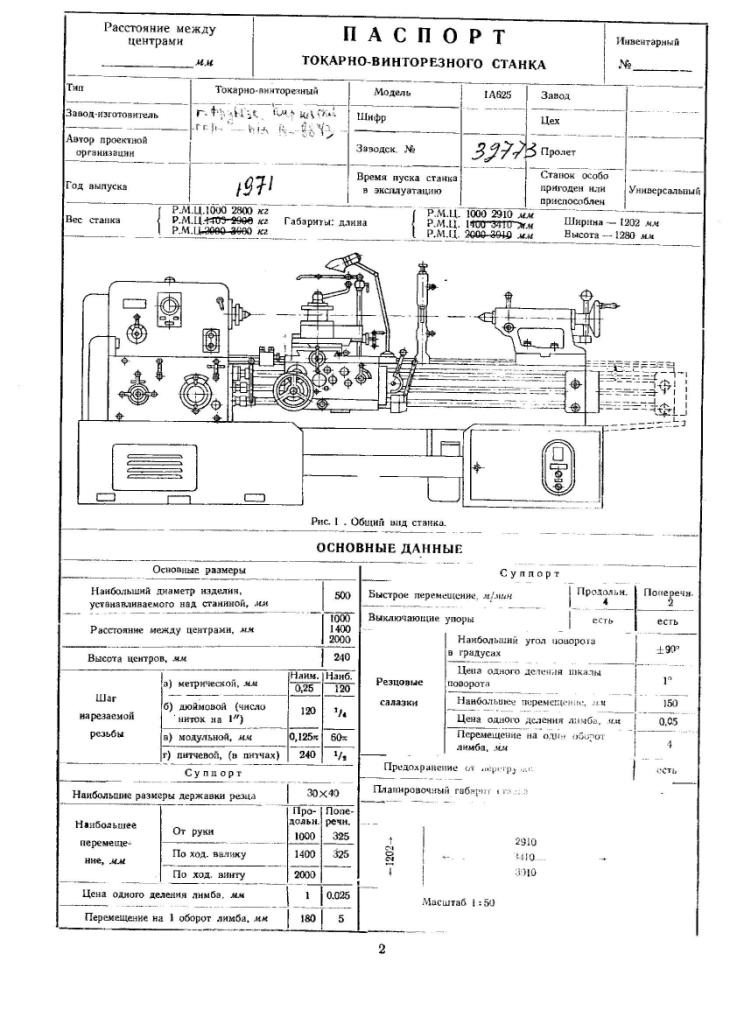
Станки модели 1м63бф101 предназначены для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов
Класс точности Н
Наибольший диаметр точения над станиной, мм 630
над суппортом, мм 350
над суппортом 350
в патроне 400
в люнете 350
Наибольшая длина обрабатываемой заготовки, мм 3000
Диаметр цилиндрического отверстия в шпинделе, мм, не менее 70
Размер внутреннего конуса шпинделя, мм 80
Наибольшая устанавливаемая масса заготовки в центрах, кг 2000
Число резцов устанавливаемых в резцедержателе 4
Наибольшее перемещение, мм, не менее
Продольное 2720
Поперечное 400
Пределы шагов обрабатываемых резьб
Метрических, мм 1….224
Дюймовых, число ниток на 1 28….0,25
Модульных, модуль 0,25…56
Питчевых, питч диаметральный 112….0,25
Высота устанавливаемого резца, мм 32
Число ступеней рабочих подач
Продольных, поперечных, резцовых салазок 32
Количество электродвигателей на станке 3
Тип электродвигателя главного движения 4АМ160 4У3
Мощность, кВТ 15
Частота вращения, об/мин 1465
Частота тока, Гц 50
Напряжение, В 380/220
Суммарная мощность установленных на станке электродвигателей, кВТ 16,22
Габариты станка, мм (длин х шир х выс) 5150 х 1780 х 1550
Вес станка, кг 5750


Ваш запрос информации на паспорт. успешно отправлен в офис нашей компании.
В ближайшее время, эта заявка будет передана первому свободному менеджеру, который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с менеджером все условия и подробности интересующие вас.
Вы получите ответ приблизительно через 2-5 часов.
Сейчас ночное время и офис не работает, вы получите ответ на заявку утром, до 11:00.
Если вы не получите ответ более чем через 5 часов, это означает что по каким то причинам, он не доходит до вас. Сделайте заявку повторно или позвоните в наш офис.
Ожидайте пожалуйста ответа. Спасибо за вашу заявку! Задайте нам свой вопрос Предварительная заявка на паспорт станка ЗАПРОС НА ВЫСТАВЛЕНИЕ СЧЕТА Ваша заявка успешно отправлена ! РЕКВИЗИТЫ Паспорт на станок 1М63БФ101 Описание паспорта и руководства на 1М63БФ101Перед вами представлен технический паспорт на станок 1М63БФ101 .
На этой странице Вы можете скачать демо-версию, сделать заявку и ознакомиться с дополнительной информаций этой документации.
Документация 1М63БФ101 полностью проверена профессионалами и подготовлена для поставки в кротчайшие сроки.
Комплектность техпаспорта:
Данный паспорт 100% полный и содержит все необходимые разделы и тома.
Схема станка 1М63БФ101 так же обязательно содержится.
раздел электрооборудование, содержит описание и все схемы, включая принципиальную и кинематическую.
Руководство по эксплуатации 1М63БФ101 и все содержание раздела механики и гидравлики.
Заказать и скачать паспорт 1М63БФ101. можно с нашего сайта.
Сделайте заявку на этот паспорт на этой страничке и мы в течении 60 минут вышлем для Вас полный ответ.
Вы так же можете обратиться в наш офис по любому телефону, отправить факс или написать на эл.почту.
Получить и скачать этот паспорт Вы сможете в самые короткие сроки.
Вся информация представлена на этом сайте, если что-то у вас вызывает сложности или вопросы, пожалуйста свяжитесь с нашими менеджерами. Поставка данной технической документации возможно в течении 10 минут.
Чтобы заказать это руководство к станку, воспользуйтесь одним из этих способов связи с нами:
Мы ответим на вашу заявку в течении часа, а по телефону вы сможете получить
информацию немедленно
Введите полученный от нас 15-ти значный подарочный код
Если у вас нет подарочного промо-кода, вы можете приобрести данный техпаспорт на общих условиях. АКЦИЯ PASPORTZ.RU C ПРОМО-КОДАМИ Как можно получить промо-код: смотрите здесь подробно
Промо-код могу получить:
? Постоянные клиенты получают коды каждый 10-й заказ.
? При единовременном заказе 6 паспортов, на 7 вы получаете промо-код.
? Код на бесплатное скачивание паспорта выдается каждому 100 клиенту сделавшему заявку с сайта.
За час на сайте: 104 посетителей
© 2016 ПаспортZ.ru ЗАО "Техническая документация"
Поставляем Токарный 1М63БФ101 89 год
Станки модели 1м63бф101 предназначены для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов
Состояние отличное, рабочий.
Доставка по России.
Состояние: б.у. Год выпуска: 1989 г.в.
Если вас интересует дополнительная информация о цене, сроках и условиях поставки 1М63БФ101, заполните, пожалуйста, форму внизу страницы.
Также у нас вы можете купить запасные части:
(ШВП, пары винт-гайка, шестерни, зубчатые колеса, узлы, комплектующие, оснастку) к 1М63БФ101
Чтобы узнать цену (стоимость) запчастей к 1М63БФ101 используйте эту же форму.




Основные параметры 1М63БФ101
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С)
Наибольший диаметр детали обрабатываемой над станиной, мм
Наибольший диаметр детали обрабатываемой над суппортом, мм
Наибольшая длина обрабатываемой детали, мм
Предел частоты вращения шпинделя, об/мин (min)
Предел частоты вращения шпинделя, об/мин (max)
Мощность главного привода, кВт
Габаритные размеры станка, длина Х ширина Х высота (мм)
4950 x 1780 x 1550
Масса станка с выносным оборудованием (кг)
Модель ЧПУ, устанавливаемого на станке
Станок предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов
Технические характеристики 1М63БФ101
Купить Станок токарно-винторезный 1М63БФ101
Для того, чтобы купить (узнать цену, или получить дополнительную информацию об условиях и сроках поставки) на Станок токарно-винторезный 1М63БФ101, заполните, пожалуйста, форму и нажмите на кнопку "Отправить запрос". После получения заказа мы свяжемся с вами в ближайшее время.
У нас вы можете купить шарико-винтовые передачи (ШВП) к 1М63БФ101. Для того, чтобы узнать цену на ШВП к 1М63БФ101, обращайтесть в отдел продаж или отправьте нам сообщение с запросом.
Так же мы предложаем приобрести у нас вы можете купить валы и шестерни к 1М63БФ101. Цены на валы, шестерни и прочие запчасти к 1М63БФ101 уточняйте в отделе продаж.
Если вас интересует покупка запасных частей и комплектующих к данному оборудованию, то укажите это в тексте сообщения.
Любые дополнительные вопросы вы всегда можете задать по телефону в г. Москве:
8 (495) 62-777-49
или по электронной почте info@promservis24.ru
Производитель токарного станка модели 1М63БФ101 - Рязанский станкостроительный завод РСЗ . основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года - это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков - 166, 165 в 1953 году, 163 в 1956 году.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ - 16К30Ф3. 16М30Ф3. 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983. 1Н983 - для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
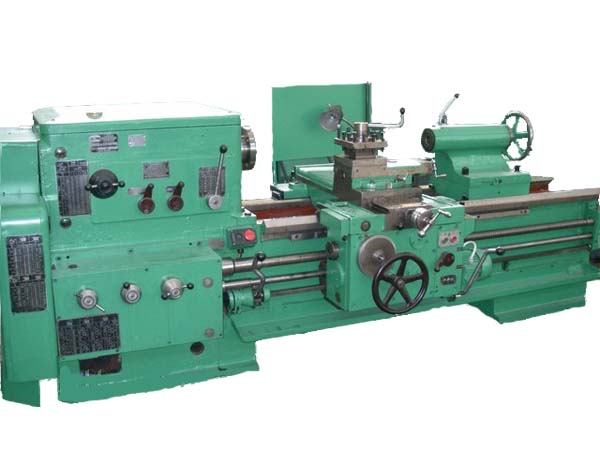
1М63БФ101 станок токарно-винторезный с УЦИ. Назначение, область примененияТокарно-винторезные станки 163 серии одни из самых распространённых на территории бывшего СССР, предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Обозначение токарного станкаВ 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков, в том числе и принята единая система условных обозначений станков.
1 - токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка или обозначение завода - производителя:
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 - токарно-винторезный)
3 – высота центров над станиной (1, 2, 3, 4, 5) (2 - высота центров 315 мм)
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
А, М – станок с механическим приводом верхнего (резцового) суппорта. Поставляется по особому заказу
Б – станок быстроходный повышенной мощности
Д – станок изготовленный Тбилисским станкостроительным заводом им. Кирова
К – станок с копировальным устройством
П – точность станка - (н, п, в, а, с) по ГОСТ 8-82 (П - повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Модификации токарного винторезного станка 1М63Н163 – РМЦ 1400, 2800. Первая модель 163-й серии, начало выпуска 1956 год.
1Д63А, 1М63Д, 1М63ДФ101 – РМЦ 1400, 2800. Станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси) с 1952 года.
1М63 - РМЦ 1400, 2800. следующее поколение 163-й серии, станок заменил модель 163.
1М63Ф306 - токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные станки 163 серии быстроходные повышенной мощности.
1М63М, 1М63МФ101, 16Р30 - токарно-винторезные станки 163 серии повышенной мощности.
1М63Н – станок токарно-винторезный нормальной точности - последняя модель 163 серии. начало серийного выпускаа 1992 год.
1М63НФ1, 1М63НФ101 – станок токарно-винторезный нормальной точности, дополнительно оснащен 3-х координатной системой УЦИ фирмы «Newall» на продольное перемещение каретки с суппортом (ось Z), на поперечное перемещение суппорта (ось X), на перемещение резцовых салазок с суппортом (ось Y).
1М63Н-1 – станок токарно-винторезный нормальной точности с укороченной станиной.
1М63НФ10М – станок токарно-винторезный нормальной точности с укороченной станиной, дополнительно оснащен устройством цифровой индикации (УЦИ).
1М63НГ – токарно-винторезный станок 163 серии с выемкой в станине.
1М63НП – токарно-винторезный станок 163 серии повышенной точности.
1М63Ф3, 1М63РФ3 - токарно-винторезный станок 163 серии с ЧПУ.
Российские и зарубежные аналоги универсального станка 1М63БФ101СМ1761, СМ1762, СМ1763 - O 630, производитель Минский завод автоматических линий им. Машерова
СА630С - O 640, производитель станков станкостроительный завод Саста
МК6059. МК6059U - O 630, производитель Московский станкостроительный завод Красный пролетарий
Б16Д315 - O 630, производитель компания «ЭКСЕН» Exen
Б16Д330 - O 660, производитель компания «ЭКСЕН» Exen
CW6163C, CW6263C - O 630, производитель Dalian Machine Tool Group DMTG Китай
CW6163B/C, CW6263B/C - O 630, производитель Shenyang Machine Tool (Group) Co. Ltd. SMTCL Китай
CS6166B/CS6266B, CS6166C/CS6266C - O 630, производитель Bochi Machine Tool Group Co.,ltd. Китай
CU630, CU630MT - O 630, производитель Zmm-Bulgaria Holding Ltd. ЗММ Болгария Холдинг
Габаритные размеры рабочего пространства токарного станка 1М63БФ101
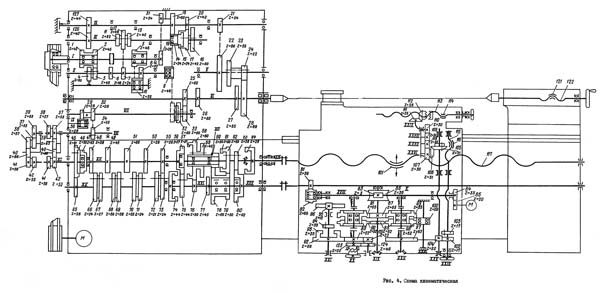
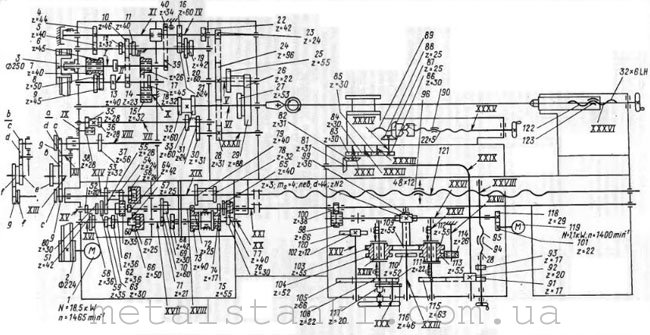
От главного электродвигателя, помещенного в левов тумбе станка, вращение передается клиновыми ремнями на приводной шкив первого (фрикционного) вала коробки скоростей (рис 4).
Значения 24 ступеней частоты вращения шпинделя и числа зубьев зубчатых колес соответствующих кинематических цепей коробки скоростей приведены в табл. 4.
Движение на вал VIII сменных зубчатых колес передается через следующие кинематические цепи:
Движение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через муфту 46-47, зубчатые колеса (48, 49, 51, 53, 55) - (66-67-68-69-70-71-72-73), муфту 74-75, зубчатые колеса (76, 77) - (58, 59), 60-78, 79-62, муфту 63-64 на винт 117.
Дюймовые резьбыДвижение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через зубчатые колеса 45-65, (66, 67, 68, 69, 70, 71, 72, 73) - (48, 49, 51, 53, 55), 56-75, (76, 77) - (58, 59), 60-78, 79, 62, муфту 63-64 на винт 117.
Модульные резьбыДвижение передается через сменные зубчатые колеса 39-37, 38-40-41 на вал XI коробки подач, далее через муфту 46-47, зубчатые колеса (48, 49, 51, 53, 55) - (66, 67, 68, 69, 70, 71, 72, 73), муфту 74-75, зубчатые колеса (76, 77) -(58, 59), 60-78, 79-62, муфту 63-64 на винт 117.
Питчевые резьбыДвижение передается через сменные зубчатые колёса 39-37, 38-40-41 на вал XI коробки подач, далее через зубчатые колеса 45-65, (66, 67, 68, 69, 70, 71, 72, 73) -(48, 49, 51, 53, 55), 56-75, (76, 77)-(58, 59), 60-78. 79-62. муфту 63-64 на винт 117.
При нарезании дюймовых, модульных, питчевых и метрических резьб нельзя использовать механизм ускоренного перемещения каретки в исходное положение, за исключением случаев нарезания метрических резьб. имеющих шаг, кратный шагу ходового винта (шаг ходового винта равен 12 мм).
Возврат каретки в исходное положение осуществляется реверсом фрикциона путем переключения рукоятка 16 или 23 (см. рис. 3) не выключая маточной гайки, т.е. не переключая рукоятку 17 из положения "Ходовой винт".
При нарезании многозаходных резьб деление на число заходов можно осуществлять:
Движение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через зубчатые колеса кинематической цепи метрической резьбы, губчатые колеса 63-80 на ходовой вал XVII и губчатые колеса фартука 81-82, червячную пару 83-86, губчатые колеса 87-91, муфту сцепления, зубчатые колеса 89-92, муфту 93-94, зубчатое колесо 95 на рейку 96.
При обратной подаче движение передается от червячной пары 83-86 через зубчатые колеса 88-100-90, муфту сцепления, губчатые колеса 89-92, муфту 93-94, зубчатое колесо 95 на рейку 96.
Поперечные подачиДвижение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
При обратной подаче движение передается от червячной пары 83-86 через зубчатые колеса 88-100-98, муфту сцепления, губчатые колеса 97-102-104, 104-103 на винт 115.
При подаче верхних резцовых салазок суппорта движение передается от фартука черев губчатые колеса 97-102-104, 105-106, 107-108-109-110, 111-112 и кулачковую муфту на винт 113.
Быстрые перемещения суппортаДвижение передается от электродвигателя через губчатые колеса 85-84, червячную пару 83-86 и далее через механизмы соответствующих подач.
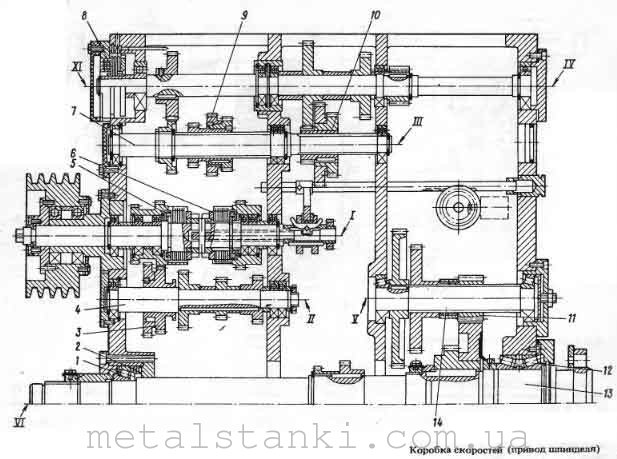
Коробка скоростей токарно-винторезного станка 1М63БФ101
Коробка скоростей крепится к левой головной части станины. Приводной шкив 6 (рис. 5) коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Регулирование механизма главного движения ступенчатое. Вращение шкива приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением которых можно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть скоростей шпиндель получает непосредственно от вала 7, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума.
Установка определенных частот вращения шпинделя осуществляется передвижением зубчатых колес по валам при помощи двух рукояток 2 и 1, находящихся на лицевой части коробки скоростей. Все зубчатые колеса выполнены из качественной стали с соответствующей термообработкой и сидят на шлицевых валиках, вращающихся в шариковых и роликовых подшипниках. Передней опорой стального пустотелого шпинделя 9 является радиальный двухрядный регулируемый роликоподшипник 10 с короткими цилиндрическими роликами, а задней - радиально-упорный шарикоподшипник 4. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником 3, находящимся у задней опоры шпинделя.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке.
Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
В коробке скоростей имеются механизмы, дающие возможность реверсировать движение суппорта, увеличить шаг нарезаемой резьбы в 4 или 16 раз.
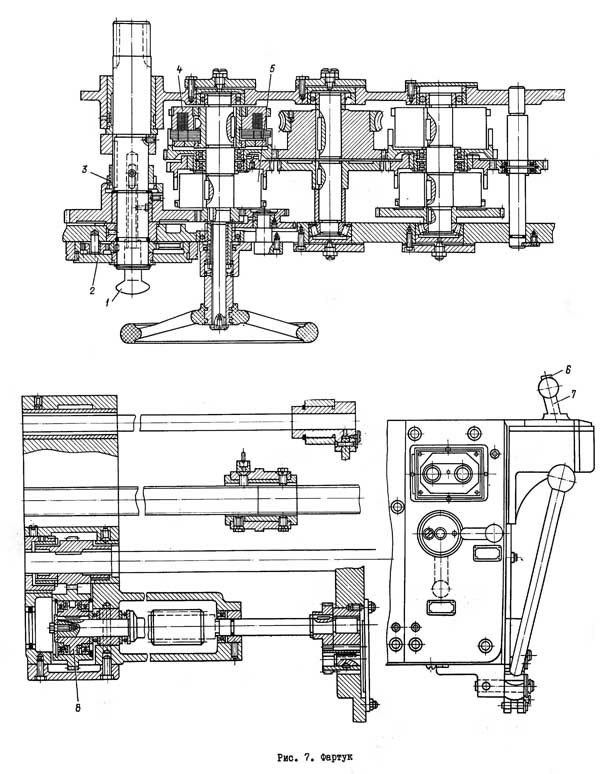
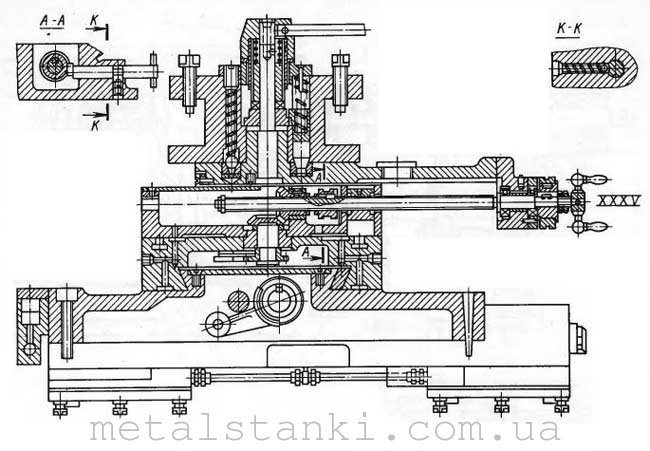
Фартук токарного токарно-винторезного станка 1М63БФ101
Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
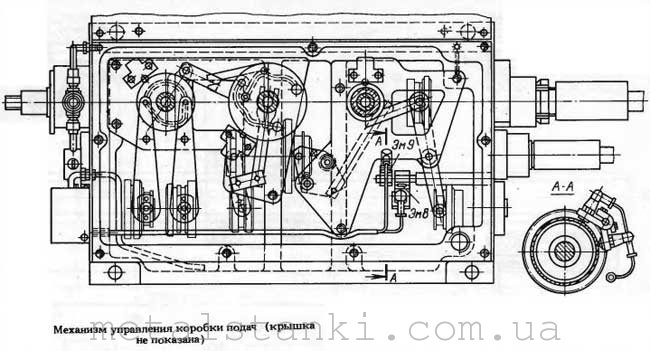
Коробка подач токарно-винторезного станка 1М63БФ101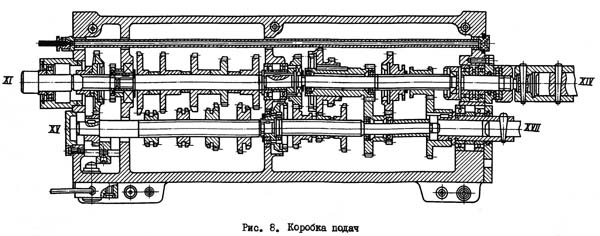
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Суппорт токарно-винторезного станка 1М63БФ101
Количество резцов, установленных в резцовой головке. 4
Наибольшее расстояние от оси центров до кромки резцедержателя, мм. 320
Наибольшее продольное перемещение, мм. 1260
Наибольшее поперечное перемещение, мм. 400
Цена одного деления лимба при продольном перемещении, мм. 1
Цена одного деления лимба при поперечном перемещении на диаметр, мм. 0,05
Перемещение на один оборот лимба продольное, мм. 300
Перемещение на один оборот лимба поперечное, мм. 5
Скорость ускоренного перемещения суппорта продольного хода, м/мин. 4,5
Скорость ускоренного перемещения суппорта поперечного хода, м/мин. 1,6
Суппорт крестовой конструкции имеет продольное перемещение по направляющим станины и поперечное - по направляющим каретки I (рис. 6). Оба перемещения могут быть ручными или механическими, а механическое - рабочим или ускоренным. Поворотная часть суппорта 2 имеет направляющие для перемещения верхней части суппорта 4 с резцовой головкой 3.
Верхняя часть суппорта также может перемещаться вручную и механически. Гайка поперечного винта 6 имеет устройство для выборки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками 5.
Сменные зубчатые колеса станка 1М63БФ101К станку прилагается комплект сменных зубчатых ,колес для получения метрической и дюймовой или модульной и питчевой резьб. Сменные зубчатве колеса располагаются на левой стенке корпуса коробки скоростей. Станок снабжен защитным кожухом, закрывающим левую стенку коробки скоростей.
Задняя бабка станка 1М63БФ101Задняя бабка тлеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов.
Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик четырьмя подпружиненными шарикоподшипниками. Для определения величины перемещения пиноли при сверлильных операциях около маховика на винте установлен лимб.
Люнеты станка 1М63БФ101Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
Система охлаждения станка 1М63БФ101От электронасоса, установленного в правой тумбе, охлаждающая жидкость через шланг по трубопроводу на суппорте поступает к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда поступает в бак правой тумбы и к электронасосу.
Очистку корыт и бака следует производить не реже одного раза в месяц.
Технические характеристики электрооборудования станкаЭлектродвигатель главного привода трехфазные переменного тока:
Электродвигатель быстрого хода каретки
Электродвигатель электронасоса охлаждения
Техническая характеристика системы смазки
Схема электрическая принципиальная станка 1М63БФ101
Пуск электродвигателя осуществляется нажатием одной из кнопок "пуск" 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенном фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок "стоп" 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Значение тока электродвигателя главного привода в зависимости от напряжения:
Управление приводом подачРабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых используются для управления перемещением каретки в продольном направлении и две - для управления перемещением суппорта в поперечном направлении.
Управление муфтами производится рукояткой крестового переключателя, установленного на фартуке станка, имеющего 5 положений: одно - вертикальное нейтральное и 4 наклонных, соответствующих направлению перемещения суппорта и каретки.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
Установочный чертеж токарно-винторезного станка 1М63БФ101

Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности.
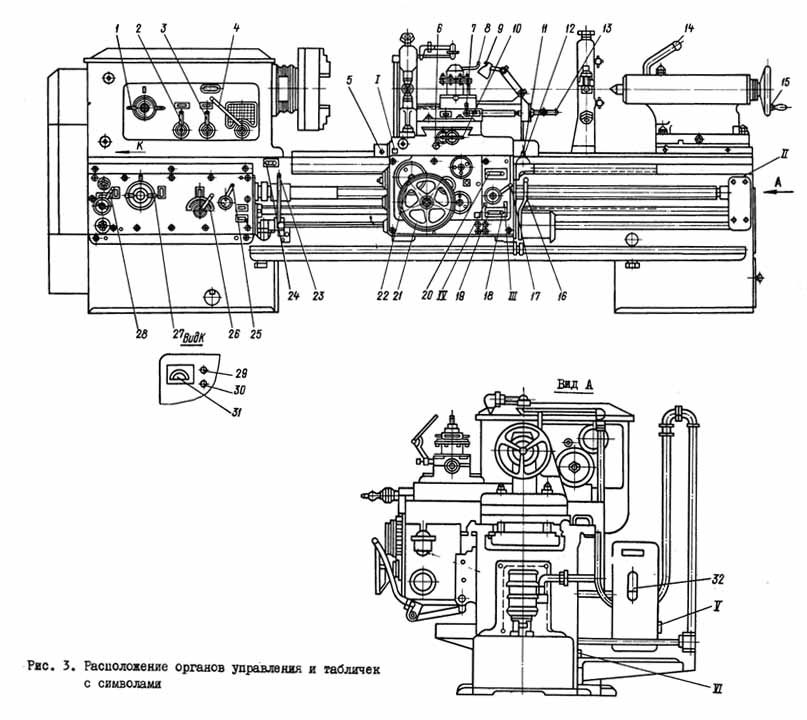
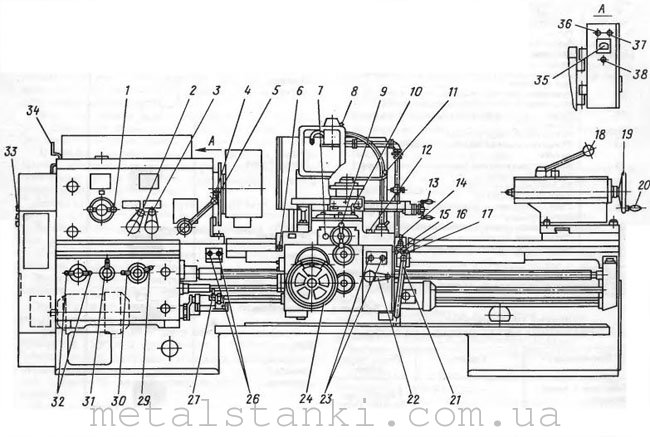
Устройство токарного станка 1М63 (Дип 300)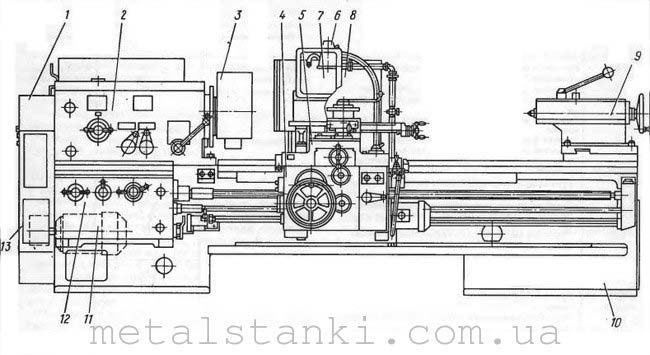
Устройство токарного станка 1М63
1,5 Рукоятка регулировки частоты вращения об/мин шпинделя;
2. Ручка установки основного или увеличенного шага P и деления на многозаходные резьбы;
3. Ручка установки на нарезание правой и левой резьб и величины подачи;
4. Кнопка фиксации ограждения патрона;
6. Ручка включения насоса для ручной смазки направляющих суппорта;
7. Ручка включения поперечной подачи;
8. Тумблер включения освещения;
9. Рукоятка ручной поперечной подачи S суппорта;
10. Ручка включения механического поперечного перемещения верхнего суппорта;
11. Ручка включения поворота и закрепления резцедержателя;
12. Головка зажима и разжима сухаря крепления каретки;
13. Ручка ручного поперечного перемещения верхнего суппорта;
14. рукоятка включения и быстрых ходов суппорта;
15.Тумблер переключения на точении конусов и цилиндров;
16. Тумблер включения насоса подачи СОЖ;
17. Переключатель подач дистанционного управления;
18. Ручка крепления пиноли задней бабки станка;
19. Маховик осевого перемещения пиноли задней бабки;
20. Рукоятка маховика;
21, 27 Рукоятка управления фрикционом;
22. Ручка включения гайки ходового винта станка;
23, 26 Кнопочные станции включения и выключения главного привода станка;
24. Маховик продольного перемещения суппорта по направляющим станины;
29. Рукоятка настройки наладки шага резьбы и отключения ходового винта;
30.Ручка настройки величины шага P резьбы и подач;
31. Рукоятка выбора резьбы;
32. Рукоятка выбора подачи и шага нарезаемой резьбы;
33. Квадрат вала шкива для деления на многозаходные резьбы;
34. Выключатель вводной;
35. Указатель нагрузки;
36. Сигнальная лампа, показывающая включение и отключение электромагнитного тормоза;
37. Сигнальная лампа наличия напряжения;
38. Сигнальная лампа - аварийная.
На левом конце станины закреплена передняя бабка, являющаяся одновременно коробкой скоростей главного движения. Привод коробки скоростей осуществляется асинхронным электродвигателем трехфазного тока через клиноременную передачу.
Шпиндель 13 выполнен со сквозным отверстием, конусами по концам и вращается в двух опорах. Передней опорой шпинделя является высокоточный двухрядный роликовый подшипник 12 с коническими роликами, а задний высокоточный однорядный роликоподшипник 1 с коническими роликами и пружинами 2 для предварительного натяга.
Реверс ходового винта и ходового вала осуществляется переключением шестерни 20 с помощью рукоятки 16, а настройка механизма подач на увеличенные шаги резьб и подач, переключение шестерни 18 с помощью рукоятки 17 .
Суппорт токарного станка 1М63 (Дип 300)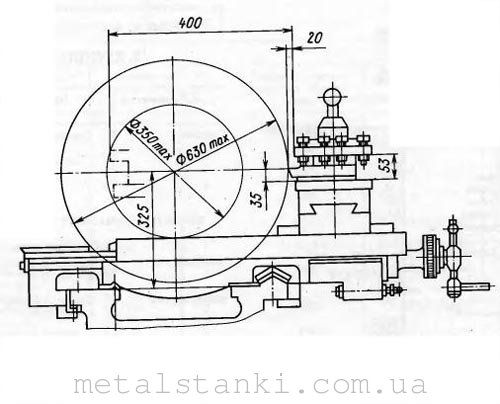
Суппорт имеет крестовую конструкцию и может перемещаться как в продольном направлении, по направляющим станины, так и в поперечном - по направляющим каретки станка. Перемещение по направляющим можно осуществлять вручную и механически. Так же имеется механизм для ускоренного перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцедержателем. Верхняя часть суппорта может также перемещаться вручную и с помощью механического привода.
Задняя бабка токарного станка 1М63 (Дип 300)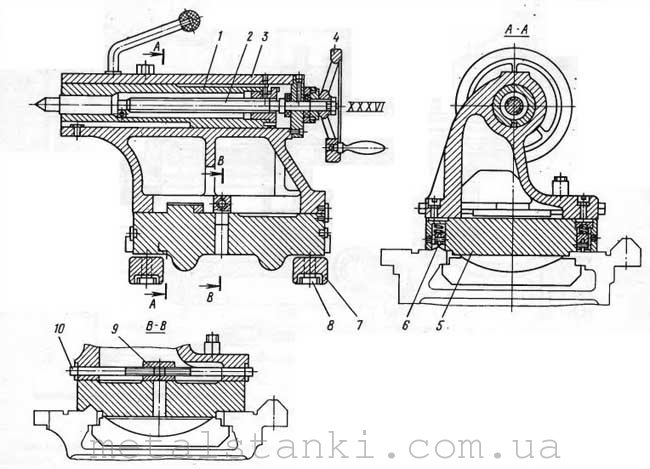
Задняя бабка токарного станка размещена на направляющих станины и перемещается по ним на четырех радиальных шариковых подшипниках 6, установленных в мостике 5. Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Осевое перемещение пиноли 1 производится маховиком через винт 2.
Коробка подач токарного станка 1М63 (Дип 300)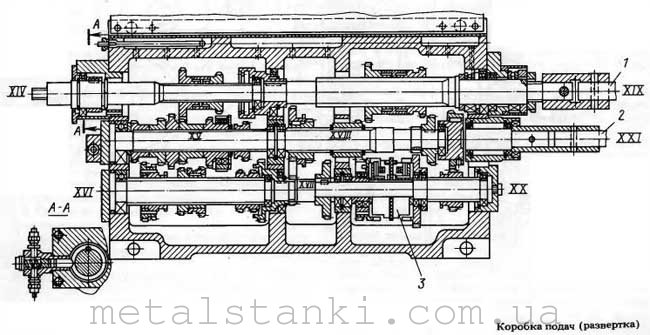
Коробка подач токарного станка предназначена для выполнения следующих видов работ: точение цилиндрических и конических заготовок, нарезание различных резьб (метрическая, дюймовая, модульная, питчевая), нарезание точных резьб.
На станке можно нарезать специальные резьбы и спирали с различными шагами с помощью включения ходового винта и настройки гитары сменных зубчатых колес специальными шестернями. Шестеренный механизм коробки подач токарного станка состоит из наборного механизма, механизмов привода ходового винта 1 и ходового вала 2,и механизма выбора вида работы – точение или нарезание резьбы.
Гитара токарного станка 1М63 (Дип 300)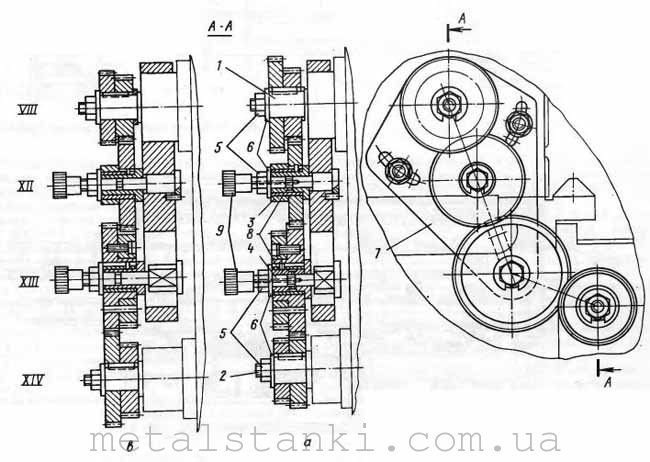
Гитара токарного станка служит для передачи вращения и крутящего момента от выходного вала 1 коробки скоростей на входной вал 2 коробки подач станка. При помощи установки различных комбинаций сменных зубчатых колес, можно налаживать станок на нарезание различных резьб.
Техническая характеристика токарно-винторезного станка по металлу 1М63 (Дип 300)