Рейтинг: 4.3/5.0 (1880 проголосовавших)
Рейтинг: 4.3/5.0 (1880 проголосовавших)Категория: Инструкции
Заказываемое через каталоги производителя необходимое для работы оборудование или спецтехнику, покупатели заранее досконально изучают. Вначале узнают технические характеристики, интересуются особенностями эксплуатации, режимом работы, а также мощностью и другими важными показателями, включая доступные опции и предусмотренный функционал.
Сейчас не только производственное оборудование и установки, но и станки имеют встроенную автоматику, что очень выгодно для производителя и не придется пользоваться услугами сменного оператора. В основном все выполняет техника, при производстве которой используются ноу-хау, станок алмаз 6м, новейшие разработки и особые «фишки», известные только дизайнерам, инженерам и проектировщикам.
Искать станок алмаз 6мВысококлассные специалисты неизменно заботятся о том, чтобы станки и другие механизированные и автоматизированные установки, целые комплексы работали исправно и были снабжены особой защитой, что убережет от несчастных случаев и ЧП. Все брендовая спецтехника комфортна в эксплуатации, позволяя постоянно расширять производственные мощности и максимально исключить ручной труд. Останется только обучить операторов всей нехитрой процедуре обращения с техникой и универсальным оборудованием, чтобы можно было без проблем выполнять все операции на нескольких станках, конвейерных линиях или других систематизированных агрегатах.
Как и любая техника, заказываемое через каталог специальное оборудование, нуждается в профилактике и ремонте вышедших из строя деталей, узлов или других составляющих механической части или электроники. Поэтому, заказывая необходимые для работы модели через каталог производителя, придется заранее уточнить о возможности поставок необходимых запчастей.
В выборе необходимого оборудования или станков помогут опытные консультанты, которые прекрасно осведомлены в наличии на складе магазина той или иной модели, а также о ее заводской комплектации и обо всем, что касается оформления заказа, конкретных сроков доставки и расчета точной стоимости общей поставки и монтажа. Поставщики помогут в правильной комплектации спецтехники, при этом грамотно проконсультируют по всем возникшим вопросам, что касаются сборки и монтажа непосредственно на месте поставленного оборудования, станков или автоматизированных комплексов.
Для налаженной и бесперебойной работы понадобится и последующее обслуживание техники, где часто проводится экспертная диагностика и модернизация полностью устаревших моделей станков и всевозможных автоматизированных приспособлений.
© oboru.tmweb.ru, 2016 - станки и оборудование чпу


















Число оборотов вала (мин)
Широкие возможности воплотить в жизнь Ваши фантазии по работе с деревом поможет станок Молдавского производства - УБДН 6 М, или расшифровывая аббревиатуру - Устройство Бытовое Деревообрабатывающее Настольное. Работая с этим станком Вы не только сэкономите как время так и силы, но и создадите задуманное - будь-то украшения из дерева для дома на дачном участке или резные обвесы на балкон, а так-же станет Вам под силу оформление квартиры деревом, что, следует отметить - принесет в домашний уют красоту и приятный запах дерева! Назначением станка УБДН-6М является весь спектр работ как по дереву, так и по твердой пластмассе. Среди незаменимых плюсов стоит отметить небольшие размеры, исполнение для настольного применения, сбор стружки и возможность применения в розетках без заземления, а так-же наличие массы дополнительных устройств, что обеспечивает выполнение таких операций: - распиловка заготовки продольно и поперечно; - возможность пропила под углом; - фугование древесины; - функция токарной обработки заготовок из дерева; - возможность изготавливать разные элементы как для оконных рам, так и для дверей (выражаясь научным языком - фасонное фрезерование); - возможность производить заточку инструмента.
Извините, данные отсутствуют.
Извините, данные отсутствуют.
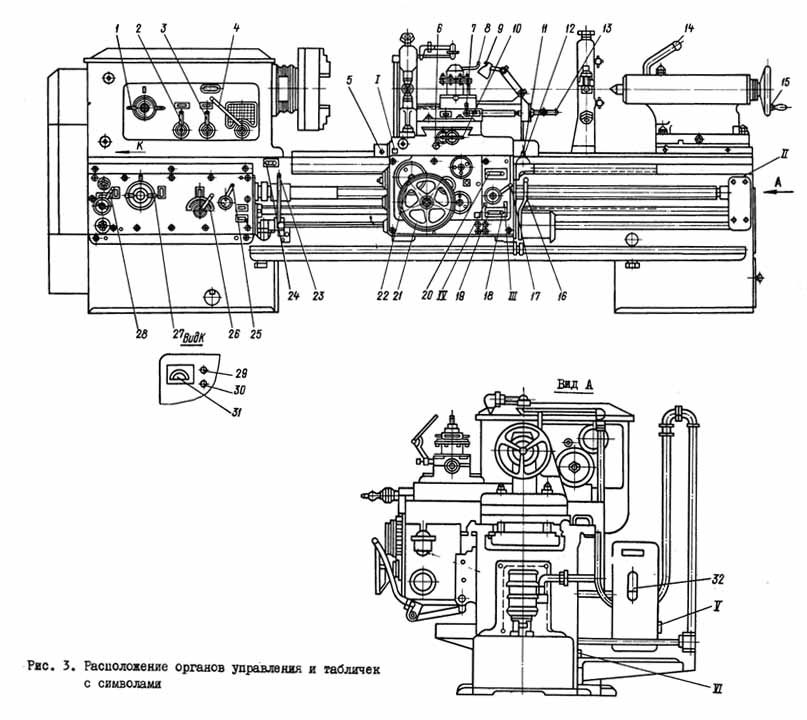
Данное руководство по эксплуатации "Токарно-винторезный станок ТВ-6М" содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6М .
Содержание Паспорта токарно-винторезного станка ТВ-6М:Скачать бесплатно Паспорт токарно-винторезного станка ТВ-6М в нормальном качестве можно по ссылке расположенной ниже:
Схема электрическая принципиальная токарно-винторезного станка ТВ-6М.Схема электрическая принципиальная токарно-винторезного станка ТВ-6М приведена на следующем рисунке:

Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка ТВ-6М в хорошем качестве и с большим разрешением можно по ссылке расположенной ниже:
Схема кинематическая токарно-винторезного станка ТВ-6М.Схема кинематическая токарно-винторезного станкаТВ-6М приведена на следующем рисунке:

Скачать бесплатно кинематическую схему токарно-винторезного станка ТВ-6М в хорошем качестве можно по ссылке расположенной ниже:
Посмотреть еще дополнительную информацию по "Станок ТВ-6М" можно по ссылке расположенной ниже:
Адыгея
Алтай
Алтайский край
Амурская область
Архангельская область
Астраханская область
Башкортостан
Белгородская область
Брянская область
Бурятия
Владимирская область
Волгоградская область
Вологодская область
Воронежская область
Дагестан
Еврейская автономная область
Еврейская АО
Забайкальский край
Ивановская область
Ингушетия
Иркутская область
Кабардино-Балкарская республика
Калининградская область
Калмыкия
Калужская область
Камчатский край
Карачаево-Черкесская республика
Карелия
Кемеровская область
Кировская область
Коми
Костромская область
Краснодарский край
Красноярский край
Крым
Курганская область
Курская область
Ленинградская область
Липецкая область
Магаданская область
Марий Эл
Мордовия
Москва
Московская область
Мурманская область
Ненецкий автономный округ
Нижегородская область
Новгородская область
Новосибирская область
Омская область
Оренбургская область
Орловская область
Пензенская область
Пермский край
Приморский край
Псковская область
Ростовская область
Рязанская область
Самарская область
Санкт-Петербург
Саратовская область
Сахалинская область
Свердловская область
Севастополь
Северная Осетия-Алания
Смоленская область
Ставропольский край
Тамбовская область
Татарстан
Тверская область
Томская область
Тува
Тульская область
Тыва
Тюменская область
Удмуртская Республика
Ульяновская область
Хабаровский край
Хакасия
Ханты-Мансийский автономный округ
Челябинская область
Чеченская Республика
Читинская область
Чувашская республика
Чукотский АО
Якутия-Саха
Ямало-Ненецкий автономный округ
Ярославская область
"Ru-Trade24"
"АИСТ"
"Арбитат"
"АрбиТрейд"
"Аукционы Сибири"
"Банкротство РТ"
"Всероссийская Электронная Торговая Площадка"
"Межотраслевая торговая система "Фабрикант"
"Межрегиональная Торговая Система"
"МФБ"
"Открытая торговая площадка"
"Сибирская электронная площадка"
"ЭТП "Агенда"
"ЭТС24"
B2B-Center
KARTOTEKA.RU
Torgi.gov
UralBidIn
uTender
«Property Trade»
«RUSSIA OnLine»
«Новые информационные сервисы»
«Региональная Торговая площадка»
«Системы ЭЛектронных Торгов»
«ТЕНДЕР ГАРАНТ»
«Торговая Интеграционная Система Тендер»
«Электрон-Март»
«Электронная площадка «Вердиктъ»
«ЭТП ELECTRO-TORGI.RU»
АКОСТА info
Альфалот
Аукцион-центр
Аукционный тендерный центр
Аукционы Дальнего Востока
Балтийская электронная площадка
Бизнес-Групп
Владимирский Тендерный Центр
ВТБ-Центр
Евразийская торговая площадка
Единая торговая электронная площадка
ЗАО «Сбербанк-АСТ»
Межрегиональная ЭТП
МЕТА-ИНВЕСТ
МЭТС
Объединенная Торговая Площадка
РИД
Российский аукционный дом
Сибирская торговая площадка
Система Электронных Торгов Имуществом (СЭЛТИМ)
ТендерСтандарт
Уральская электронная торговая площадка
Центр дистанционных торгов
Электронная площадка Центра реализации
Электронная торговая площадка "Профит"
Электронная площадка ЭСП
Электронная торговая площадка "Регион"
Электронная площадка №1
Электронная площадка Группы компаний ВИТ
Электронный капитал
ЭТП "ПОВОЛЖСКИЙ АУКЦИОННЫЙ ДОМ"
ЭТП "Пром-Консалтинг"
ЭТП "Югра"
Южная Электронная Торговая Площадка
Добавить в мониторинг

Станок деревообрабатывающий УБДН 6М - это устройство, предназначенное для обработки древесины и пластмассы, позволяет выполнять такие операции: продольную и поперечную распиловку заготовок, распиловку под углом, фугование пиломатериалов с максимальной шириной обработки поверхности до 200 мм, Развернуть
Станок деревообрабатывающий УБДН 6М - это устройство, предназначенное для обработки древесины и пластмассы, позволяет выполнять такие операции: продольную и поперечную распиловку заготовок, распиловку под углом, фугование пиломатериалов с максимальной шириной обработки поверхности до 200 мм, токарную обработку деревянных заготовок, фрезерно-сверлильные работы, фасонное фрезерование деревянных заготовок, заточку инструмента. Станок многофункциональный имеет отличительные конструктивные и технические характеристики:
Данный станок работает от электрической сети с напряжением в 220 В. Устройство снабжено более мощным электроприводом, позволяет работать в непрерывном режиме. Стоит отметить достоинства продукции - это небольшие габариты и масса устройства, его настольное исполнение, сбор стружки в отдельный мешок, безопасность. В своем составе станок имеет трехножевой фуговальный барабан, регулируемую по высоте плиту, направляющие угольники, приспособление для распиловки под углом, приставка для фасонного фрезерования, приставка для токарной обработки, приспособление для заточки инструмента. Устройство предназначено для настольного использования в индивидуальных хозяйствах, на дачах, в гаражах и различных мастерских. Для инструмента предусмотрена гарантия на 12 месяцев и возможность доставки по всей Украине. Купить деревообрабатывающий станок УБДН 6М за разумную цену Вы можете в магазине specinstrument.ua.
Плита распиловочная с вкладышем, ограничитель в сборе с ориентатором, ограждение пилы, кронштейны, угольник направляющий для распиловки, призма, труба, стол, плита приставная, угольник направляющий для фугования, шибер, винт, винт-барашек, ограждение вала, шайбы картонные, ограждение в сборе с пластинами, экран, втулки, болт с проточенным концом, стойка, болт со сферической головкой, струбцина, насадка-фреза, пила продольная диаметром 200 мм, резцы, болты, винты, гайки, шайбы, инструкция по эксплуатации.
Транспортные расходы по доставке товара оплачивает покупатель. Доставка осуществляется Новой Почтой. Оплата товара - наложенный платеж или безналичный расчет. Экономить деньги на доставке - вы можете сделав предоплату за товар по безналичному расчету. Возврат товара возможен в течении 14 дней с момента покупки при условии - если товар не использовался, не вскрывался, сохранен товарный вид, сохранена упакова. Для предприятий и организаций предоствляем счет фактуру, товарную накладную, налоговую накладную, свидетельство НДС. Купить товар с НДС в магазине Специнструмент можно предоставив регистрационные документы вашего предприятия.
Стоимость доставки наложенным платежом : 331 грн
Стоимость доставки при 100% предоплате : 173 грн
Данный товар отгружается по частичной предоплате 600 грн. Стоимость доставки может быть изменена службой доставки если будет произведена обрешетка товара .
Отзывов к товару не найдено
Пильный диск по дереву КП 200х25,4 
Качественный пильной диск по дереву диаметром 200 мм.
Пильный диск по дереву КП 200х25,4 с напайкой 
Пильной диск по дереву размером 200х25,4 с твердосплавной напайкой.
Пильный диск по дереву КП 200х30 с напайкой 
Пильный диск диаметром 200 мм с твердосплавной напайкой.
Сетевой удлинитель на катушке SVITTEX SV-018 2х2,5 25 м 
Высококачественный удлинитель на удобной катушке длинной 25 метров.
Сетевой удлинитель на катушке SVITTEX SV-019 2х2,5 30 м 
Качественный удлинитель на 4 розетки с защитой от короткого замыкания и перегрузки.
Сетевой удлинитель на катушке SVITTEX SV-020 2х2,5 40 м 
Высококачественный удлинитель с защитой от короткого замыкания и перегрузки.
Сетевой удлинитель на катушке SVITTEX SV-021 2х2,5 50 м 
Высококачественный удлинитель с защитой от короткого замыкания и перегрузки.
Сетевой удлинитель SVITTEX ПВС 2х1,5 30 м 
Качественный удлинитель с надежной изоляцией длинной 30 м.
Сетевой удлинитель SVITTEX 2х1,5 мм 25 м черный 
Качественный удлинитель с надежной изоляцией длинной 25 м.
Рулетка TOPEX 27С305 5м 
Длинна 5 метров, ширина полотна 19 мм, ударостойкая конструкция, износостойкая лента.
Рулетка с фиксатором 5 м/19 мм MASTERTOOL 65-5019 
Длина 5 метров, ширина полотна 19 мм, ударостойкая конструкция, износостойкая лента.
Струбцина Intertool HT-6003 
Длина рабочей части 300 мм.
Набор маркеров STANLEY FatMax 0-47-312 
Используется для отметок на трубах, на дереве, на медной кровле, на бетоне. Устойчивые против воды и масел.
Маркер с тонким наконечником 2 шт STANLEY 0-47-316 
Используется для отметок на трубах, на дереве, на медной кровле, на бетоне. Устойчивые к влаге.
Карандаш овальный с черным грифелем HTOOLS 14B812 
Длина 175 мм, черный грифель.
Фрезерный станок 6М76П выпускался предприятием - Иркутский станкостроительный завод .
Начало производства широкоуниверсального инструментального фрезерного станка повышенной точности 6М76П - 1984 год.
Фрезерные станки. Общие сведенияФрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. Выпускают универсальные, специализированные и специальные фрезерные станки. Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
В общем случае фрезерные станки можно подразделить на две основные группы:
По конструктивным особенностям эти станки подразделяют:

Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г).
Горизонтальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается по направляющей стойки 5. На консоли расположены салазки 6 и стол 7.
Универсальный консольно-фрезерный станок отличается от горизонтальных тем, что имеет стол, который может поворачиваться на требуемый угол.
Широкоуниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
6М76П станок инструментальный фрезерный широкоуниверсальный. Назначение и область примененияФрезерный широкоуниверсальный станок 6М76П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
Преимущества использования широкоуниверсального фрезерного станка 6М76П:
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
6М76П Аналоги универсального фрезерного станка






Станок состоит из сборочных единиц, перечисленных в таблице 6 и на рис. 10. Компоновка станка обеспечивает минимальные габариты и вес станка, широкие технологические возможности.
Базовым узлом станка является станина поз. 7.
На передней плоскости станины крепится суппорт поз. 3, перемещаемый по направляющим станины в вертикальном направлении. По направляющим суппорта перемещается салазка с закрепленным на ней угловым горизонтальным столом поз. 8 в продольном направлении. На вертикальную плоскость салазки либо на горизонтальную плоскость углового горизонтального стола крепятся принадлежности для закрепления и обработки изделий.
На верхней плоскости станины установлен узел - бабка фрезерная горизонтальная поз. 6, перемещаемый по направляющим станины в поперечном направлении. На передней плоскости бабки фрезерной может быть установлена головка фрезерная вертикальная поз.4.
В нерабочем положении вертикальная головка закрепляется на корпусе съемника поз. 11, установленном на станине. С левой стороны станины установлен электрошкаф поз. 9 с электрооборудованием. С правой стороны станины установлены узлы: коробка скоростей поз.1 и коробка подач поз. 2.
Описание конструкции основных узлов фрезерного станка 6М76П Коробка скоростейКоробка скоростей (рис.13) собрана в специальном корпусе 10. Корпус крепится фланцем к боковой стенке станины и состоит из четырех валов, которые приводятся во вращение шкивом II посредством клиноременной передачи от основного электродвигателя станка.
Коробка скоростей сообщает горизонтальному и вертикальному шпинделям шестнадцать различных скоростей. Скорости изменяются механизмом переключения, расположенным на передней стенке корпуса коробки.
Для изменения скорости рукоятку переключения скоростей 6 нужно поднять вверх - диски 8, имеющие ряд отверстий, разведутся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменится положение отверстий дисков относительно пальцев 9, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 6 нужно свести диски в первоначальное положение. Тогда пальцы 9, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей.
При переключении, возможно, что торцы зубьев зацепляемых шестерен не совпадут и диски не сведутся. В этом случае маховиком 7 (рис.17) повернуть вал 12.
Внимание! Переключать скорости под нагрузкой запрещается.
Коробка подачКоробка подач (рис.14) сообщает столу и шпиндельной бабке шестнадцать различных подач, а также ускоренные перемещения.
Привод коробки подач осуществляется от первого вала коробки скоростей. На выходном валу коробки подач XII имеется блок звездочек передающих движение механизмам движения стола и шпиндельной бабки.
Изменение подачи производится, так же как и в коробке скоростей.
При переключении подач необходимо следить, чтобы крестовая рукоятка находилась в нейтральном положении.
При реверсе шпинделя шестерню 3, садящую на валу I коробки подач, притормаживает пружинный фиксатор 9, а штифт 4, входящий в спиральный паз З, перемещает её до зацепления с шестерней, находящейся на верхнем валу коробки.
Направление движения после первого вала коробки подач в механизме подач остается неизменным.
Ускоренные перемещения осуществляются при нажатии рукоятки 8.
Поршень насоса приводятся в возвратно- поступательное движение эксцентриком 2 и пружиной насоса.
6М76П Суппорт фрезерного станка
Суппорт (рис.15) служит для продольного и вертикального перемещения основного стола II механически или вручную.
Приводной вал 23 получает вращение от коробки подач и передает его ходовым винтам 2 и 8, через которые столу сообщаются подачи.
Управление механическими подачами производится крестовой рукояткой, её направление перемещения совпадает с направлением движения суппорта. В продольном направлении механические подачи отключаются механическими упорами 6 и 15, которые могут устанавливаться на нужный размер.
Вертикальная подача отключается упорами, установленными на станине.
Стол можно перемещать и вручную маховиками 17 и 18. Перемещение стола контролируется:
Горизонтальный шпиндель 7 (рис.16) монтируется в шпиндельной бабке, осуществляющей поперечную подачу. Шпиндель получает вращение от коробки скоростей через промежуточное зубчатое колесо, находящееся в станине, и шестерню 9, сидящую на шпинделе.
Передняя опора шпинделя - двухрядный роликовый подшипник 3 с коническим отверстием.
Задняя опора 8-2 шарикоподшипника. Осевые усилия воспринимаются упорными подшипниками 4.
Инструмент в шпинделе зажимается при помощи инерционного зажима инструмента, имеющего самостоятельный привод.
При работе цилиндрическими фрезами оправку фрезы поддерживают кронштейном 20, который можно переставлять вдоль хобота 17. Положение кронштейна фиксируют прижимом 21. Хобот в нужном положении зажимают клином.
Перемещение бабки осуществляют винтом 18 и вращающейся гайкой, закрепленной в станине. Величина механического перемещения устанавливается упорами 19.
Для точного перемещения на бабке устанавливается индикатор 22, а на плиткодержателе устанавливаются концевые меры.
СтанинаСтанина 15 (рис. 17) установлена на основании 19 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями.
К основанию на кронштейне 17 крепится электродвигатель, сообщающий вращение механизмам коробок скоростей и подач. Передача вращения от коробки подач к механизмам подач стола и шпиндельной бабки осуществляется двумя цепными передачами 5 и 8-16. Цепи натягиваются звездочками 12.
Маховиком, расположенным в верхней части станины, перемещают бабку фрезерную горизонтальную вручную.
Съемник для установки вертикальной головкиСъемник (рис.27) предназначен для установки вертикальной головки в рабочее и не рабочее положение. Съемник состоит из корпуса I закрепленного на станине, кронштейна 6, двух рычагов 3,4 и двух осей 2,5.
Внимание! При работе вертикальным шпинделем съемник отсоединить от вертикальной головки при помощи пальца 5.
Механизм зажима инструментаМеханизм зажима (рис.16; 18) состоит из шомпола 10, гайки 12, маховика 13 с собачками II и электродвигателя 16.
Вращение от электродвигателя передается на маховик. При достижении определенного момента инерции одна из собачек преодолевает усилие пружины 15 и передает вращение на гайку 12 через поводок 14. Шомпол, вкручиваясь в гайку, получает возвратно-поступательное движение и с помощью четырех шариков 5 втягивает инструмент в шпиндель с усилием до 12000 Н.
Время зажима (отжима) инструмента 3-4 секунды. Гарантированный зажим инструмента при двух срабатываниях механизма.
Внимание! Зажим (отжим) инструмента в вертикальной головке производить в верхнем положении гильзы.
Описание конструкции принадлежностей Головка фрезерная вертикальнаяВ вертикальной головке 25 (рис.18) смонтирован вертикальный шпиндель. Конструкция головки позволяет поворачивать её на 90° в любую сторону относительно вертикальной оси.
Вертикальное положение головки можно фиксировать рукояткой.
Стол круглый делительныйКруглый стол (рис.23) служит для выполнения различных делений по окружности в процессе деления или фрезерования. Применяется он и для угловых делений в градусах по шкале на поворотной части при помощи лимба 7. Вместо лимба можно установить делительный диск 4 с помощью которого производится простое деление.
Червяк 2 вводится в зацепление с червячным колесом I при повороте эксцентриковой втулки 3 против часовой стрелки до упора и предварительном освобождении зажимного винта рукояткой 6.
После установки стол следует зажать двумя рукоятками 8.
Приспособление магнитно-зажимное поворотноеПриспособление (рис.28) предназначено для закрепления чугунных и стальных деталей и позволяет производить обработку деталей под углом в любой плоскости.
Приспособление состоит из плиты 4, поворотной части 2, магнитной плиты I. Магнитная плита состоит из корпуса, верхней части - зеркала, нижней части - основания и недвижного блока, который при помощи рукоятки 3 перемещается внутри корпуса» При крайнем правом положении рукоятки магнитный поток в полюсах имеет наибольшее значение, а расположенные на зеркале детали притягиваются к нему. При крайнем левом положении рукоятки магнитный поток на поверхности зеркала снижается до нуля и детали легко снимаются с зеркала.
Установка деталей на определенный угол осуществляется по нониусам, которые расположены на поворотной части приспособления. Приспособление базируется на Т-образный паз вертикальной плоскости основного стола и крепится двумя болтами.
Установка принадлежностейПринадлежности крепятся на вертикальной поверхности основного стола, на котором имеются два паза. Базой для установки служит верхний паз или горизонтальная полка на основном столе.
Для обычных фрезерных работ применяется угловой горизонтальный стол I (рис. 19), который крепится болтами 2 к вертикальной поверхности стола.
Если нужно обработать детали под углом в любой плоскости, используется угловой универсальный стол (рис.20), который крепится к вертикальной плоскости основного стола вместо углового горизонтального.
Мелкие детали для обработки крепятся в тисках. Тиски поворачиваются в горизонтальной плоскости на 360° и могут устанавливаться как на вертикальной поверхности основного стола, так и на универсальном и круглом столах.
Для долбежных работ служит долбежная головка (рис.21). На корпусе головки имеется табличка с указанием оборотов, при которых можно работать.
6М76П Схема кинематическая фрезерного станка
От электродвигателя I мощностью 2,2 кВт движение передается на вал I при помощи клиноременной передачи 2-3. От вала I через коробку скоростей вращение передается барабанной шестерне 20, затем на вал горизонтального шпинделя VI.
Вал вертикального шпинделя VIII получает вращение от вала VI через коническую 22-23 и цилиндрическую 24-25 пары.
Различные положения блоков шестерен коробки скоростей (7-6, 5-4, 14-15, 19-18) позволяют сообщать горизонтальному и вертикальному шпинделям шестнадцать различных скоростей.
Цепь подачВсе подачи станка (стола в вертикальном и продольном направлениях, шпиндельной бабки в поперечном направлении) осуществляется механически и вручную. Кроме того, для всех направлений предусмотрено ускоренное перемещение.
Самостоятельного привода подач в станке нет. Механизмы подач получают вращение от главного привода (вал I коробки скоростей) через коробку подач. С последнего вала коробки подач XIII при помощи цепных передач 50-62, 51-53 вращение передается механизмам подач стола и шпиндельной бабки.
Вертикальные подачи стола осуществляются следующим образом: от вала XVII через коническую пару 63-64 получает вращение вал ХVIII. На винт XXIII вертикального перемещения прямое вращение передается через шестерни 65-77, а обратное - через шестерни 74-75-76. Так как винт закреплен в суппорте, стол получает перемещение вверх или вниз.
Ручное вертикальное перемещение осуществляется маховиком, сидящим на валу ХХV, через конические пары 80-81 и 78-79. Продольные подачи влево и вправо осуществляются переключением муфты на валу XIX, при этом вращение передается через шестерни 66-65 и 74-75-67 на вал XIX, через коническую пару 68-69 на вал XX, а затем через шестерни 70-71 на вал винта XXI.
В случае переключения муфты на валу Х1V поперечной подачи шпиндельной бабки сообщает прямое или обратное вращение гайке 59, связанной с винтом поперечной подачи, причем шпиндельная бабка перемещается вперед или назад.
Вручную шпиндельная бабка перемещается маховиком с помощью конической пары 55-56 или 56-57.
Ускоренные перемещения осуществляются сцеплением муфты на валу XVII с муфтой цилиндрического колеса 49. Таблицы механизмов главного движения и подач приведены в табл. 3 и 4.
Схема электрическая принципиальная фрезерного станка 6М76П

На станке установлены электродвигатели:
Оба двигателя М3 и М4 типа СЛ-261 постоянного тока 110В, n = 3600 об/мин, Р = 0,024 кВт КЭО 005.544 ТУ.
На станке применяются следующие величины напряжения:
Согласно заказ-наряда напряжение: силовой цепи - 220В, 415B, 440В. Цепи управления - 110В, 220В. частота 60 Гц.
Для станков тропического исполнения применяются: электродвигатель типа 4AX90L4IIT3 электронасос типа XI4-22MT3.
Выбор рабочего напряжения силовой цепи, местного освещения и сигнализации производит заказчик.
На станке имеется один микропереключатель, который установлен в коробке переключения скоростей вращения шпинделя и служит для отключения двигателя M1 при изменении частоты вращения шпинделя.
Описание работы электросхемы фрезерного станка 6М76ППуск привода вращения шпинделя осуществляется кнопкой I SВ2 и кнопкой SВЗ, посредством которой производится изменении вращения электродвигателя главного привода M1 и соответственно изменяется направление вращения шпинделя. Над кнопками SВ2 и SВЗ укреплена табличка, указывающая на направление вращения шпинделя.
Включение электронасоса М2 производится при помощи переключателя SА.
Управление электродвигателем МЗ зажима и отжима инструмента вертикального шпинделя осуществляется кнопками SВ4 и SB5, которые производят соответствующие переключения непосредственно в якорной цепи и цепи обмотки возбуждения.
Управление электродвигателем М4 зажима и отжима инструмента горизонтального шпинделя осуществляется кнопками SB6 и SB X
Цепи питания и управления двигателями МЗ и М4 осуществляется от выпрямительного моста, выполненного на 4-х диодах типа Д243А. В цепи включения выпрямительного блока VI. V4 предусмотрена блокировка, запрещающая включение двигателей МЗ и М при работе двигателя Ml шпинделя и подачи.
Включение местного освещения производится выключателем, который непосредственно входит в светильник EL.
При необходимости останов двигателя M1 производится кнопкой SBI "Общий стоп".
Конечный выключатель SQI (микропереключатель) отключает главный привод при переключении скоростей в коробке скоростей.
При подаче напряжения в схему станка автоматом SF зажигается лампа белого цвета HLI "Станок включен".
Защита от токов короткого замыкания в силовых цепях осуществляется автоматическим выключателем максимального тока SF, в цепях местного освещения - плавким предохранителем FUI.
Защита электродвигателей Ml и М2 от перегрузки осуществляется тепловыми реле KKI и КК2.
При установке станок должен быть надежно заземлен и подключен к общей системе заземления. Для этой цели на электрошкафе и на задней стенке основания станка имеются винты заземления.
Первоначальный пуск фрезерного станка 6М76ППри первоначальном пуске станка необходимо подключить электрошкаф к питающей сети при помощи вводного кабеля, имеющего заземляющую жилу. Затем необходимо проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра на клеммном наборе отключить провода питания всех электродвигателей. При помощи автоматического выключателя станок подключить к цеховой сети. При помощи кнопок I и переключателей проверить четкость срабатывания магнитных пускателей,,
Внимание! При подключении станка к цеховой сети проверить соответствие направления вращения шпинделя.
Технические характеристики фрезерного станка 6М76П