
 Рейтинг: 4.1/5.0 (1912 проголосовавших)
Рейтинг: 4.1/5.0 (1912 проголосовавших)Категория: Инструкции
Технология проведения ВИК описывается в РД 03-606-03 «Инструкция по визуальному и измерительному контролю».
ВИК проводят до проведения контроля другими методами НК, а также после устранения дефектов.
Поверхности материалов и сварных соединений перед контролем очищают от влаги, шлака, брызг металла, ржавчины и других загрязнений, препятствующих проведению контроля.
Используют лупы до 7 х. при эксплуатации – до 20 х. линейки измерительные металлические, штангенциркули, угломеры, микрометры, нутромеры, калибры, эндоскопы, шаблоны, рулетки, образцы шероховатости.
Для контроля должен быть обеспечен достаточный обзор для глаз специалиста (поверхность должна рассматриваться под углом более 30 0 к плоскости объекта контроля и с расстояния до 600 мм).
Шероховатость поверхности должна быть не более Rz 80 (Ra12,5).
Готовые сварные соединения подвергают внешнему осмотру и измерению.
Внешний осмотр и обмеры сварных соединений являются первыми контрольными операциями по приемке готового изделия. Им подвергаются все сварные швы независимо от того, как они будут испытаны в дальнейшем.
Размер контролируемой зоны включает в себя поверхность металла шва и околошовную зону по обе стороны шва:
– не менее 5 мм – для стыковых соединений с толщиной металла до 5 мм;
– не менее номинальной толщины стенки детали – для стыковых соединений с толщиной металла от 5 до 20 мм;
– не менее 20 мм – для стыковых соединений с толщиной металла более 20 мм;
– не менее 5 мм – для угловых, тавровых, торцевых и нахлесточных соединений (независимо от толщины металла);
– не менее 50 мм – для сварных соединений, выполненных электрошлаковой сваркой (независимо от толщины металла).
ВИК проводится для проверки:
– соответствия размеров законченного сварного соединения нормативно-технической документации;
– общего вида шва (шероховатости поверхности, чешуйчатости, наличия сварных брызг);
– отсутствия поверхностных трещин всех видов и направлений, пор, включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров и т.д.);
– размеров поверхностных дефектов.
Качество сварного соединения в значительной мере характеризуется размерами сварных швов. Недостаточное сечение шва уменьшает его прочность, завышенное – увеличивает внутренние напряжения и деформации в нем.
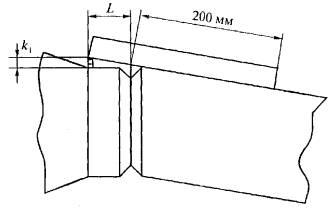
Для проверки размеров сечения у стыковых швов замеряют их ширину, высоту (выпуклость, вогнутость), чешуйчатость, глубину западаний между валиками; в угловых, нахлесточных и тавровых – катет шва.
Значения указанных выше величин, а также допускаемые отклонения устанавливаются Правилами устройства и безопасной эксплуатации, ГОСТ 5264, ГОСТ 14771 и рабочими чертежами.
Размеры сварного шва контролируют измерительным инструментом с точностью измерения + 0,1 мм или специальными шаблонами.
1.3.Содержание лабораторной работы
При выполнении работы необходимо:
– провести ВИК сварного соединения;
– оценить качество объекта и оформить дефектограмму.
Новости 23 декабря 2015. Коллектив ОАО "Ржевский краностроительный завод" поздравляет всех с наступающим Новым годом и Рождеством Христовым! Поздравляем С Днем Строителя! ОАО "Ржевский краностроительный завод" на выставке в Калуге 03 июля 2015. Екатеринбурге произошло разрушение нижнего левого пояса секции стрелы на башенном кране КБ-473 зав. Владелец ООО "Механизмы и Автомобильный Транспорт". Кран находился в эксплуатации с августа 2005г. Аналогичная авария произошла 17 мая на кране КБ-473 зав. Владелец ООО "Управление механизации". Кран находился в эксплуатации с февраля 2003г. В обоих случаях разрушение металлоконструкции нижних поясов секций стрел произошло по стыковому сварному шву из-за наличия внутренних дефектов, которые привели к развитию трещин, вышедших на поверхность и своевременно не выявленных при технических осмотрах в период эксплуатации кранов. Имелись случаи эксплуатации кранов с отключенными неисправными регистраторами параметров, что не позволяет определить фактические нагрузки на металлоконструкции. Предлагается: Провести проверку визуальный осмотр нижних поясов стрел башенных кранов КБ-473 с зав. Меры безопасности при проведении проверки: 1. Провести инструктаж по технике безопасности с записью в журнале. Оградить место проведения работ с предупреждающей надписью "Проход запрещен! Назначить приказом по предприятию инженерно-технического работника, ответственного за безопасность и проведение проверки. Исключить нахождение в опасной зоне людей, не участвующих в проведении работ. Провести проверку сварных швов на отсутствие недопустимых дефектов. При обнаружении дефектов работу крана остановить и сообщить заводу-изготовителю для принятия решения о ремонте. На смонтированном кране проверку стрелы производить с площадок грузовой тележки. При осмотре стрелы крюковую подвеску поднять на максимальную высоту. Проверка должна производиться специалистами, аттестованными в установленном порядке по данным видам проверок. Поверхность сварных швов и околошовные зоны с обеих сторон от шва при контроле ВИК должны быть зачищены от пыли, грязи, лакокрасочного покрытия, брызг, окалины и забоин по всей длине контролируемого участка. Зачистку произвести механическим способом: - шероховатость не ниже Rа 6,3 по ГОСТ 2789 по основному металлу; - до металлического блеска по сварным швам. Произвести проверку состояния стыковых сварных швов нижних поясов секций стрелы методом визуального измерительного контроля по РД 03-606-03 "Инструкция по визуальному измерительному контролю". Контроль качества сварных соединений нормы браковки в соответствии с РД 24. Требования к изготовлению, ремонту и реконструкции металлоконструкций грузоподъемных кранов" разработчик АО "ВНИИПТМАШ" г. В случае необходимости проведения контроля при более низких температурах должны быть осуществлены мероприятия, обеспечивающие локальный подогрев в зоне проведения контроля. В качестве контактной смазки необходимо применять трансформаторное масло, глицерин, ЦИАТИМ или другие жидкости, масла и смазки, обеспечивающие надежный ультразвуковой контакт. В случае отсутствия дефектов при визуальном контроле на смонтированном кране продолжить эксплуатацию крана в полном соответствии с требованиями сопроводительной документации завода-изготовителя. При этом необходимо обеспечить визуальный осмотр состояния стыковых сварных соединений нижних поясов не реже одного раза в 2 недели с записью результатов осмотров в крановый журнал. Контроль методом УЗК произвести на демонтированной стреле при очередной перебазировке, но не позднее 01. Обращаю Ваше внимание на то, что эксплуатация кранов КБ-473 и КБ-474 должна проводиться в строгом соответствии с требованиями эксплуатационной документации завода-изготовителя в пределах паспортных характеристик для конкретного исполнения. Сроки исполнения, ответственные исполнители. Ответственным за проведение проверок информацию об их результатах является владелец крана собственник, арендатор. Сведения о проведенных проверках необходимо сообщить заводуизготовителю по адресу: 172386, г.
Материалы по теме
Визуальный контроль качества или ВИК контроль является первичным методом неразрушающей диагностики. Внешний осмотр изделия может проводиться как при помощи простейших измерительных инструментов, так и с использованием специальных оптических систем предназначенных для осуществления контроль качества сварных швов и основного металла, соединений и наплавок, в процессе проведения подготовительных и сварочных работ, и в случае выявления дефектов. Суть систем заключается в формировании световых пучков, отражающихся от поверхности исследуемого изделия. Последующий ВИК контроль осуществляется с помощью эндоскопов, микроскопов, различных линз и угломеров. В случаях, когда визуальный контроль качества необходимо проводить в агрессивной среде или труднодоступных местах, используются дистанционные телеметрические системы.
Только после того, как был проведен ВИК и устранены недопустимые дефекты, сварные соединения могут быть подвергнуты контролю любыми другими методами, например, рентгеновскому или ультразвуковому контролю.
Отличительной особенностью визуального и измерительного контроля является его сравнительная низкая стоимость и простота в применении, в отличие от других методов, являющиеся следствием использования простых измерительных средств. Безусловно, не последнюю роль играют цели, условия и задачи измерения, поскольку в некоторых случаях без использования сложных средств невозможно провести качественный контроль.
Всё это позволяет использовать визуальный контроль качества, как высокоэффективный инструмент для выявления и предупреждения дефектов на разных стадиях
Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:

Внешним осмотром (ВИК-ом) проверяют качество подготовки и сборки заготовок под сварку, качество выполнения швов в процессе сварки и качество готовых сварных соединений. Обычно внешним осмотром контролируют все сварные изделия независимо от применения других видов контроля.
К основным контролируемым размерам собранных под сварку деталей (изделий) относят зазор между кромками и притупление кромок — для стыковых соединений без разделки кромок; зазор между кромками, притупление кромок и угол их разделки — для соединений с разделкой кромок; ширину нахлестки и зазор между листами — для нахлесточных соединений; зазор между листом и кромкой, угол между свариваемыми элементами, а также притупление и угол скоса кромок - для тавровых соединений; зазор между свариваемыми элементами и угол между ними — для угловых соединений. Внешнему осмотру подвергают свариваемые материалы для выявления (определения отсутствия) вмятин, заусенцев, окалины, ржавчины и т. п. Проверяют качество подготовки кромок под сварку и сборку заготовок. При осмотре готовых изделий выявляют прежде всего дефекты швов в виде трещин, подрезов, пор, свищей, прожогов, наплывов, непроваров в нижней части швов, фактическую толщину стенки материала глубину коррозионных язв (при капитальном ремонте узлов и деталей ). Многие из этих дефектов, как правило, недопустимы и подлежат исправлению. При осмотре выявляют также дефекты формы швов, распределение чешуек и общий характер распределения металла в усилении шва.
Детали, узлы или изделия, собранные под сварку с отклонением от технических условий или установленного технологического процесса, бракуют. Средства, порядок и методика визуального контроля предусматриваются технологическим процессом производства или нормативной документацией.
Средства визуального контроля:
Допускается применение других средств визуального и измерительного контроля при условии наличия соответствующих инструкций, методик их применения.
Некоторые инструменты, позволяющие осуществлять визуальный контроль, доступны широкому кругу людей. Ввиду этого, может показаться, что ВИК контроль может осуществить любой человек, не имеющий специальной подготовки. Это заблуждение приводит к дефектам и браку, ведущим к материальным потерям. ВИК контроль должен осуществляется специалистами, способными разработать методику и выбрать правильный подход в выявлении дефектов, а также соответствующим образом подготовить персонал и выбрать необходимые инструменты.
Комплекты для визуального и измерительного контроля (ВИК)


Визуальный контроль качества или ВИК контроль является первичным методом неразрушающей диагностики. Внешний осмотр изделия может проводиться как при помощи простейших измерительных инструментов, так и с использованием специальных оптических систем. Суть систем заключается в формировании световых пучков, отражающихся от поверхности исследуемого изделия. Последующий ВИК контроль осуществляется с помощью эндоскопов, микроскопов, различных линз и угломеров. В случаях, когда визуальный контроль качества необходимо проводить в агрессивной среде или труднодоступных местах, используются дистанционные телеметрические системы.
Дефекты, обнаруживаемые ВИК, очень разнообразны. В их числе: расслоения, поры, пустоты, трещины, отклонения в геометрии изделия и изменения в структуре материалов. Еще более точных результатов позволяют добиться системы ВИК, использующие в качестве источника света лазеры. Визуальный контроль позволяет в полной мере обеспечить:
Всё это позволяет использовать визуальный контроль качества, как высокоэффективный инструмент для выявления и предупреждения дефектов на разных стадиях:
Некоторые инструменты, позволяющие осуществлять визуальный контроль, доступны широкому кругу людей. Ввиду этого, может показаться, что ВИК контроль может осуществить любой человек, не имеющий специальной подготовки. Это заблуждение приводит к дефектам и браку, ведущим к материальным потерям. ВИК контроль должен осуществляется специалистами, способными разработать методику и выбрать правильный подход в выявлении дефектов, а также соответствующим образом подготовить персонал и выбрать необходимые инструменты.
Инструкции, ГОСТы, методические рекомендации, стандарты и руководящие документы по визуальному и измерительному контролю:
РД 03-606-03. ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ
КОНТРОЛЮ.
РД 34.10.130-96. РУКОВОДЯЩИЙ ДОКУМЕНТ. ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ. АТТЕСТАЦИОННЫЙ НАУЧНО-ТЕХНИЧЕСКИЙ ЦЕНТР «ЭНЕРГОМОНТАЖ».
ГОСТ Р 8.563-96. Государственная система обеспечения единства измерений. Методики выполнения измерений.
ГОСТ 8.051-81. Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм.
ГОСТ 8.549-86. Настоящий стандарт устанавливает допускаемые погрешности измерения линейных размеров до 500 мм с неуказанными допусками при приемочном контроле.
EN 970:1997. Европейский стандарт. Неразрушающий контроль сварных швов, выполненных сваркой плавлением. Визуальный контроль.
EN 13018:2001. Европейский стандарт. Неразрушающий контроль. Визуальный контроль. Часть 1. Общие принципы.
Загрязнения и волосовины — Загрязнения поверхности слитков, прутков и других изделий неметаллическими включениями (шлаком, огнеупорами, утепляющими смесями, оксидами и др.). Имеют вид пристывших или частично залитых металлом кусков или мелких частиц светло серого, темно… … Словарь-справочник терминов нормативно-технической документации
дефект — 02.02.22 дефект (изображение) [defect]: Отсутствие или недостаточность характеристики, необходимой для удовлетворения требованиям по применению, что может отрицательно влиять на способность функциональной единицы к выполнению требуемой функции.… … Словарь-справочник терминов нормативно-технической документации
зона — 3.11 зона: Пространство, содержащее логически сгруппированные элементы данных в МСП. Примечание Для МСП определяются семь зон. Источник: ГОСТ Р 52535.1 2006: Карты идентификационные. Машиносчитываемые дорожные документы. Часть 1. Машин … Словарь-справочник терминов нормативно-технической документации
трещина — 3.8 трещина: Дефект поверхности, представляющий собой разрыв металла. Источник: ГОСТ Р 52597 2006: Прутки латунные для обработки резанием на автоматах. Технические условия … Словарь-справочник терминов нормативно-технической документации
включение — 3.23.2 включение: Дефект, имеющий вид объемного объекта различного размера, формы и цвета, находящийся внутри бриллианта. Источник: ГОСТ Р 52913 2008: Бриллианты. Классификация. Технические требования оригинал документа … Словарь-справочник терминов нормативно-технической документации
Превышение — 94. Превышение D. Hohenunterschied E. Elevation F. Denivelee Разность высот точек Источник: ГОСТ 22268 76: Геодезия. Термины и определения оригинал документа Превышение разность высот точек. Источник … Словарь-справочник терминов нормативно-технической документации
вогнутость — 1.6 вогнутость: Отклонение от плоскостности, при котором удаление точек поверхности поперечного сечения металлопродукции от прилегающей горизонтальной или вертикальной плоскости увеличивается от краев к середине. Источник: ГОСТ 26877 2008:… … Словарь-справочник терминов нормативно-технической документации
выпуклость — 1.5 выпуклость: Отклонение от плоскостности, при котором удаление точек поверхности поперечного сечения металлопродукции от прилегающей горизонтальной или вертикальной плоскости уменьшается от краев к середине. Источник: ГОСТ 26877 2008:… … Словарь-справочник терминов нормативно-технической документации
максимальная — максимальная: Максимально возможная длина ЗО, в пределах которой выполняются требования настоящего стандарта и технических условий (ТУ) на извещатели конкретных типов, Источник: ГОСТ Р 52651 2006: И … Словарь-справочник терминов нормативно-технической документации
Чешуйчатость — 32. Чешуйчатость Ндп. Рыбья чешуя D. Schuppenheit Е. Rippled surface F. Ecailles Дефект поверхности, представляющий собой отслоения и разрывы в виде сетки, образовавшиеся вследствие перегрева или пониженной пластичности металла периферийной зоны … Словарь-справочник терминов нормативно-технической документации
КнигиДействующий Докипедия убедительно просит пользователей использовать в своей электронной переписке скопированные части текстов нормативных документов. Технология, автоматически генерируемых обратных ссылок на источник информации, доставит удовольствие вашим адресатам. Настоящая инструкция устанавливает требования к проведению работ по проведению визуально-измерительного контроля сварных швов далее - ВИК в рамках реализации требований. Требования настоящей Инструкции обязательны для применения сотрудниками аттестованной строительной лаборатории, оказывающей услуги по испытанию продукции на соответствие требованием нормативных документов далее - лаборатория. После подписания договора на оказание услуг лаборатории согласноруководитель строительной лаборатории далее - руководитель незамедлительно должен любым удобным способом уведомить Ведущего инженера строительной лаборатории далее — ведущий инженер об условиях заключенного договора: вид, объемы работ, сроки выполнения работ. Ведущий инженер после получения информации о заключенном договоре должен посредством ИС ознакомить специалистов строительной лаборатории, ответственных за проведение ВИК и регистрацию результатов испытаний в рабочий журнал далее — инженеры с содержанием договора в части объемов услуг и сроках оказания услуг. В срок, соответствующий сроку выполнения работ по договору, или при получении заявки ведущий инженер должен обеспечить выход инженеров для проведения обследования конструкций. До начала проведения испытаний инженеры должны убедиться в исправности и комплектности инструмента, приборов и оборудования для проведения ВИК, проверить состояние поверки оборудования. Инженеры при проведении испытаний сварных швов должны опираться на требования нормативной документации к проверяемым конструкциям. Инженеры при осуществлении визуального осмотра выполненного сварного соединения должны контролировать: - отсутствие наличие на поверхности сварных соединений дефектов пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала ; - качество зачистки металла в местах приварки временных технологических креплений, гребенок индуктора и бобышек крепления термоэлектрических преобразователей термопара также отсутствие поверхностных дефектов в местах зачистки; - качество зачистки поверхности сварного соединения изделия сварного шва и прилегающих участков основного металла под последующий контроль неразрушающими методами в случае если такой контроль предусмотрен проектно-технической документацией ; - высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной стороны шва для контроля; - высоту глубину углублений между валиками западания межваликовые и чешуйчатости поверхности шва; - отсутствие непроваров за исключением конструктивных непроваров с наружной и внутренней стороны шва; 2. По результатам проведения контроля инженеры готовят Акт Визуально-Измерительного контроля по формев котором указывают несоответствия или соответствие предоставленных сварных соединений требованиям нормативных документов.
СТОЛ ЗАКАЗОВ:![]()
Визуальный и измерительный контроль, как готовых сварных соединений (конструкций, узлов), так и непосредственно в процессе сварки (наплавки), осуществляют с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов сварных швов; проверки геометрических параметров сварных соединений и допустимости выявленных деформаций, поверхностных несплошностей и дефектов формы сварных швов. Конечной целью визуально-измерительного контроля является подтверждение соответствия требованиям конструкторской документации, ПТД и (или) НД и Правил.
Визуальный и измерительный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в эксплуатационный период объекта (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений выполняют в соответствии с требованиями Технологической карты контроля и (или) Карт (схем) операционного контроля (приложения В, Г).
Набор ВИК материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:Входящие в комплект средства для визуального и измерительного контроля отвечают требованиям РД 03-606-03 «Инструкция по визуальному и измерительному контролю». Возможные обозначения комплекта: эксперт ВИК, эксперт комплект.
Комплект ВИК, поставляемый Группой компаний «НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ «ЕВРАЗИЯ» подобран в соответствии с РД 03-606-03 для решения следующих задач:
Новости 23 декабря 2015. Коллектив ОАО "Ржевский краностроительный завод" поздравляет всех с наступающим Новым годом и Рождеством Христовым! Поздравляем С Днем Строителя! ОАО "Ржевский краностроительный завод" на выставке в Калуге 03 июля 2015. Екатеринбурге произошло разрушение нижнего левого пояса секции стрелы на башенном кране КБ-473 зав. Владелец ООО "Механизмы и Автомобильный Транспорт". Кран находился в эксплуатации с августа 2005г. Аналогичная авария произошла 17 мая на кране КБ-473 зав. Владелец ООО "Управление механизации". Кран находился в эксплуатации с февраля 2003г. В обоих случаях разрушение металлоконструкции нижних поясов секций стрел произошло по стыковому сварному шву из-за наличия внутренних дефектов, которые привели к развитию трещин, вышедших на поверхность и своевременно не выявленных при технических осмотрах в период эксплуатации кранов. Имелись случаи эксплуатации кранов с отключенными неисправными регистраторами параметров, что не позволяет определить фактические нагрузки на металлоконструкции. Предлагается: Провести проверку визуальный осмотр нижних поясов стрел башенных кранов КБ-473 с зав. Меры безопасности при проведении проверки: 1. Провести инструктаж по технике безопасности с записью в журнале. Оградить место проведения работ с предупреждающей надписью "Проход запрещен! Назначить приказом по предприятию инженерно-технического работника, ответственного за безопасность и проведение проверки. Исключить нахождение в опасной зоне людей, не участвующих в проведении работ. Провести проверку сварных швов на отсутствие недопустимых дефектов. При обнаружении дефектов работу крана остановить и сообщить заводу-изготовителю для принятия решения о ремонте. На смонтированном кране проверку стрелы производить с площадок грузовой тележки. При осмотре стрелы крюковую подвеску поднять на максимальную высоту. Проверка должна производиться специалистами, аттестованными в установленном порядке по данным видам проверок. Поверхность сварных швов и околошовные зоны с обеих сторон от шва при контроле ВИК должны быть зачищены от пыли, грязи, лакокрасочного покрытия, брызг, окалины и забоин по всей длине контролируемого участка. Зачистку произвести механическим способом: - шероховатость не ниже Rа 6,3 по ГОСТ 2789 по основному металлу; - до металлического блеска по сварным швам. Произвести проверку состояния стыковых сварных швов нижних поясов секций стрелы методом визуального измерительного контроля по РД 03-606-03 "Инструкция по визуальному измерительному контролю". Контроль качества сварных соединений нормы браковки в соответствии с РД 24. Требования к изготовлению, ремонту и реконструкции металлоконструкций грузоподъемных кранов" разработчик АО "ВНИИПТМАШ" г. В случае необходимости проведения контроля при более низких температурах должны быть осуществлены мероприятия, обеспечивающие локальный подогрев в зоне проведения контроля. В качестве контактной смазки необходимо применять трансформаторное масло, глицерин, ЦИАТИМ или другие жидкости, масла и смазки, обеспечивающие надежный ультразвуковой контакт. В случае отсутствия дефектов при визуальном контроле на смонтированном кране продолжить эксплуатацию крана в полном соответствии с требованиями сопроводительной документации завода-изготовителя. При этом необходимо обеспечить визуальный осмотр состояния стыковых сварных соединений нижних поясов не реже одного раза в 2 недели с записью результатов осмотров в крановый журнал. Контроль методом УЗК произвести на демонтированной стреле при очередной перебазировке, но не позднее 01. Обращаю Ваше внимание на то, что эксплуатация кранов КБ-473 и КБ-474 должна проводиться в строгом соответствии с требованиями эксплуатационной документации завода-изготовителя в пределах паспортных характеристик для конкретного исполнения. Сроки исполнения, ответственные исполнители. Ответственным за проведение проверок информацию об их результатах является владелец крана собственник, арендатор. Сведения о проведенных проверках необходимо сообщить заводуизготовителю по адресу: 172386, г.
Меры безопасности при проведении проверки: 1. Имелись случаи эксплуатации кранов с отключенными неисправными регистраторами параметров, что не позволяет определить фактические нагрузки на металлоконструкции.
Карта сайта Все права защищены.
При использовании материалов сайта ссылка на www.dvd-optics.ru обязательна!

Современные решения для настила крыши могут не только защитить дом от негативного влияния окружающей среды, они позволят вам создать индивидуальный и неповторимый внешний дизайн строения. Многочисленные производители кровельных материалов предлагают сегодня огромный выбор продукции, однако не все они могут обеспечить соответствующее качество покрытия.
Мы имеем собственное производство, а это значит лишь одно – мы отвечаем за качество кровельных материалов, произведенных нашими специалистами. Инновационное оборудование и большой опыт работы позволяют нам изготавливать продукцию в соответствии с ГОСТом, обладающую необходимыми техническими и эксплуатационными свойствами мировых стандартов.
Мы постоянно отслеживаем новинки на мировом рынке покрытий, чтобы вы могли выбрать самые современные модели и цветовые решения. Наши специалисты проходят специальное обучение, ведь только обладая специализированными знаниями можно эффективно управлять процессом производства и контролировать характеристики конечного изделия. Наша компания кровельные материалы не только реализует, но и изготавливает под заказ. Время выполнения не превышает 1 дня.
Помните, только крупные производители кровельных материалов могут обеспечить вам богатый ассортимент, и сертифицированный товар. Обратившись к нашим консультантам, вы сможете получить полную информацию о стоимости и товарной линейке. Мы поможем вам сделать выбор кровельного материала, который будет идеально подходить вам по техническим свойствам и дизайну. Помимо этого мы можем рассчитать и подобрать для вас доборные элементы, которые тоже изготавливаются на наших цехах.
Продажа с быстрыми сроками изготовления и доставкиМы можем предложить вам все виды кровельных материалов собственного изготовления. Доступные цены, быстрые сроки изготовления и доставки, отличные характеристики изделий и индивидуальный подход к каждому клиенту – вот залог успеха работы нашей компании. Уже на протяжении более 10 лет мы предлагаем своим партнерам выгодные условия покупки стройматериалов.
Кровельные материалы купить сегодня можно не выходя из дома. Вам нужно просто оставить заявку, а мы осуществим поставку заказа на строительный объект в самые короткие сроки. В нашем распоряжении имеются не только производственные цеха, но и складские помещения, что значительно влияет на ценообразование нашего товара. По этой причине не удивляйтесь, если стоимость кровельных материалов у нас будет значительно, ниже, чем в фирмах - посредниках.
Наш магазин кровельных материалов имеет гибкую систему скидок. Мы рады любому партнеру и с удовольствием работаем как с частными лицами, так и с крупными строительными фирмами.
Кровельные материалы цены на которые в нашем магазине более чем привлекательные соответствуют европейским стандартам. Ваш дом с нашей кровлей будет служить вам не один десяток лет, ведь мы не стремимся к экономии на металле и красящих веществ. Мы стремимся реализовывать лучшие кровельные материалы, чтобы вы смогли построить надежный, теплый и прочный дом.
Кровельные материалы Екатеринбург вы сможете купить со значительной скидкой, если сумма покупки превысит 55 000 рублей. Мы серьезно относимся к своему делу и ежедневно мы стараемся сделать вашу жизнь лучше, ведь красивая и прочная крыша – это залог благополучной жизни хозяев дома. Для того, чтобы узнать больше, вам нужно связаться с нашим менеджером. Консультанты не оставляют без внимания ни одной заявки, а это значит, что вам перезвонят в самое ближайшее время.
Первая Строительная компания
приглашает к сотрудничеству дилеров на выгодных условиях