










 Рейтинг: 4.3/5.0 (1870 проголосовавших)
Рейтинг: 4.3/5.0 (1870 проголосовавших)Категория: Инструкции
Станок ДИП-500 токарного типа предназначен для обработки средних и больших заготовок. Продолжительное время производился Рязанским станкостроительным заводом. На смену этой модели пришли усовершенствованные конструкции – 1Н65.
Конструктивные особенности станка
От своих аналогов станок ДИП-500 для токарной обработки отличается возможностью обрабатывать большие заготовки. Конструкция оборудования позволяет осуществлять как внутреннее, так и наружное точение.
Прежде всего следует ознакомиться с конструктивными элементами оборудования. Именно они определяют его технические и эксплуатационные качества. К особенностям станка можно отнести высокий показатель жесткости станины. Благодаря ей можно выполнять точение заготовок из высокопрочной стали с применением специальных резцов.
Помимо этого, можно выделить такие конструктивные особенности станка:
Согласно принятой нормативной документации станку присвоен класс точности «Н». Степень шероховатости обрабатываемых деталей равна значению V6.
Габариты оборудования составляют 614*220*176 см. при массе 12800 кг. Такой вес увеличивает устойчивость конструкции, предотвращает появление вибраций во время работы.
Технические характеристики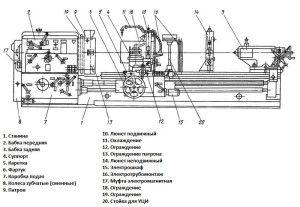
Основные элементы станка
Станок ДИП-500 обладает по-настоящему уникальными характеристиками. Благодаря им актуально применение этого оборудования и в настоящее время.
Максимальный диаметр заготовки, установленной над станиной, составляет 100 см. Этот же параметр при креплении детали над суппортом не должен превышать 60 см, величина предельной массы равна 5000 кг.
Обзор параметров оборудования следует делать по его основным узлам и агрегатам. Важным компонентом является суппорт. Его конструкция имеет ряд отличительных особенностей: призматические направляющие, подвески предотвращают провисание ходового винта, наличие регулируемых опор качения шпинделя с возможностью точной настройки.
Основные параметры суппорта:
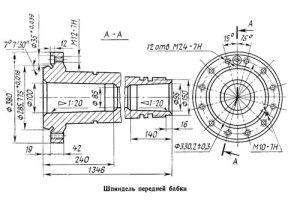
Размеры шпинделя передней бабки
Для увеличения максимального диаметра обрабатываемой заготовки в моделях 1Н62Г и 1Н62ГФ1 в станине предусмотрена выемка. Она защищена съемным мостиком.
Шпиндель оборудования отличается от аналогичных большими габаритными размерами. Максимальный диаметр прутка, который можно установить в него, составляет 80 мм.
Основанными характеристиками передней шпиндельной бабки являются значения максимального усилия для резания (kH). Оно определяет максимальное количество материала, которое можно удалить с поверхности заготовки при токарной обработке за одно прохождение резца.
Кроме этого, необходимо знать следующие параметры шпинделя:
Размер внутреннего конуса соответствует значению 100 или 1,2.
Для работы оборудования в токарном станке ДИП-500 есть 4 электродвигателя различной мощности. Для главного привода применяется силовой агрегат 22 кВт. Быстрое смещение суппорта происходит за счет работы электродвигателя 1,5 кВт. Также в схеме есть два насоса для работы систем охлаждения и смазки.
Альтернативным обозначением станка ДИП-500 является 1Н65. Также существуют модификации оборудования с незначительными изменениями в конструкции.
Рекомендации по эксплуатации
Переда началом работы на токарном станке следует внимательно ознакомиться с эксплуатационными и техническими требованиями. Они подробно описаны в инструкции и паспорте оборудования.
Несмотря на большую массу и хороший показатель устойчивости для работы станка необходимо подготовить жесткую платформу. Так как общий вес превышает 10 т – следует сделать отдельный фундамент. Его параметры, фото и рекомендуемые габаритные размеры можно взять из оригинального описания.
Кроме этого фактора для подключения станка следует выполнить такие действия:
Это общие рекомендации по эксплуатации токарного станка ДИП-500. Точные правила зависят от особенностей производственного процесса, которые определяются в индивидуальном порядке.
В видеоматериале показан пример работы оборудования:




















Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе "Красный пролетарий" им. А.И. Ефремова в 1932 году и получили наименование ДИП 200, ДИП 300, ДИП 400, ДИП 500 ( ДИП - Догнать И Перегнать), где 200, 300, 400, 500 - высота центров над станиной. В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков, в том числе и принята единая система условных обозначений станков.
Паспорт, Руководство, Схемы, Описание, Характеристики. А.И. Ефремова в 1932 году и получили наименование ДИП 200, ДИП 300, ДИП 400, ДИП.
ДИП - 300 Универсальный токарно-винторезный станок. Паспорт, Руководство, Схемы, Описание, Характеристики.
Могут означать: дип - — сокращение от дипломатический: диппосольство, Дип — густой соус для обмакивания в нём чипсов, снэков, кусочков овощей.
Описание, характеристики, недорогие современные аналоги и их цены. Звоните! (499) 944-48-80. Токарный ДИП 300 · Токарный 16К40 · Токарный.
Токарный станок ДИП - 300 (1М63). Токарный станок был изобретен довольно давно. Сначала токарные станки использовались для обработки.
Токарно-винторезный станок ДИП 300, паспорт и инструкция которого говорят нам о том, что на нем можно производить разнообразные винтовые и.Станки линейки ДИП-300 выпускались предприятиями Рязанский станкостроительный завод и Тбилисский станкостроительный завод им. Кирова. Первые универсальные токарно-винторезные станки с коробкой скоростей для регулирования скорости вращения шпинделя впервые в СССР начали выпускаться на Московском станкостроительном заводе "Красный пролетарий" им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП - Догнать И Перегнать - лозунг советского станкостроения послереволюционного периода), где 200, 300, 400, 500 - высота центров над станиной. В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков, в том числе и принята единая система условных обозначений станков. Таким образом, по правилам обозначения станков, модель 1М63 обозначает: 1 - группа - токарные станки, М - поколение станков, 6 - подгруппа - токарно-винторезные станки, 3 - главный параметр - высота центров над станиной (315 мм). 21 февраля 1949 года Рязанский станкостроительный завод выпустил свой первый станок. Это был токарно-винторезный станок 164 серии. Токарно-винторезные станки серии ДИП-300 начали выпускаться на Рязанском станкостроительном заводе начиная с 1956 года. Первый станок серии - модель 163, по мере совершенствования конструкции станков появились модели 1М63, 1М63М, 1М63МФ101, 1М63Б, 1М63БГ, 1М63Н, 1М63НФ101. Обозначение линейки станков серии ДИП-300 сохранилось до настоящего времени и относится обычно к модели 1М63, одной из самых распространённых на территории бывшего СССР станка, позволяющей производить токарную обработку деталей средних и больших размеров. Именно эта модель дала начало массовому производству токарных станков различными станкостроительными предприятиями. Токарные станки линейки ДИП-300 зарекомендовали себя как надёжные и неприхотливые, не требующие повышенного внимания. 1 - номер группы - токарный станок М – поколение станка 6 – номер подгруппы - токарно-винторезный станок 3 – типоразмер - высота центров над станиной 315 мм Буквы в конце обозначения модели: Б – станок повышенной мощности Г – станок с выемкой в станине К – станок с копировальным устройством М – механизированный станок повышенной мощности П – точность станка - (н, п, в, а, с) по ГОСТ 8-82 (П - повышенная точность) Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат Ф2 – станок с позиционной системой числового управления ЧПУ Ф3 – станок с контурной (непрерывной) системой ЧПУ Модификации токарного винторезного станка ДИП-300 (1М63) 163 – первая модель серии, начало выпуска 1956 год. 1Д63А – станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси) 1М63 - следующее поколение серии, станок заменил модель 163 1М63Ф306 - токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год 1М63Ф101 – токарно-винторезный станок с УЦИ, начало серийного выпуска 1976 год 1М63Б, 1М63БГ, 1М63БФ101 – станки повышенной мощности 1М63Д, 1М63ДФ101 – станки выпускались станкостроительным заводом им. Кирова (г. Тбилиси) 1М63М, 1М63МФ101, 16Р30 - станки повышенной мощности 1М63РФ3 - токарно-винторезный станок с ЧПУ Российские и зарубежные аналоги универсального станка ДИП-300 (1М63) СМ1761, СМ1762, СМ1763 - O 630, производитель Минский завод автоматических линий им. Машерова СА630С - O 640, производитель станков станкостроительный завод Саста МК6059. МК6059U - O 630, производитель Московский станкостроительный завод Красный пролетарий Б16Д315 - O 630, производитель компания «ЭКСЕН» Exen Б16Д330 - O 660, производитель компания «ЭКСЕН» Exen CW6163C, CW6263C - O 630, производитель Dalian Machine Tool Group DMTG Китай CW6163B/C, CW6263B/C - O 630, производитель Shenyang Machine Tool (Group) Co. Ltd. SMTCL Китай CS6166B/CS6266B, CS6166C/CS6266C - O 630, производитель Bochi Machine Tool Group Co.,ltd. Китай CU630, CU630MT - O 630, производитель Zmm-Bulgaria Holding Ltd. ЗММ Болгария Холдинг Trens SN 71 С, Trens SN 710 S - O 710, производитель Trens SK, Словакия Габаритные размеры рабочего пространства токарного станка ДИП-300 (1М63) Посадочные и присоединительные базы токарного станка ДИП-300 (1М63) Общий вид токарно-винторезного станка ДИП-300 (1М63) Расположение органов управления токарно-винторезным станком ДИП-300 (1М63) Органы управления токарно-винторезного станка ДИП-300 (1М63) и их назначение
Ирина Викторовна. 30.01.2016 в 17:25
Здравствуйте, предлагаем Вам услуги комплексного продвижения вашего сайта, подробнее с нашими услугами Вы можете ознакомиться по ссылке http://www.anacron.ru/ Извините за беспокойство.
Ирина Викторовна. 18.05.2016 в 15:12
Здравствуйте, предлагаем Вам услуги комплексного продвижения вашего сайта, подробнее с нашими услугами Вы можете ознакомиться по ссылке http://www.anacron.ru/ Извините за беспокойство.
11.02.2012· Transcript of "Инструкция по эксплуатации фильтра для воды Цептер." 1. Instruction
расчет декретных в 2014 примеры
Инструкция для Demrad NITRON HKF 230 CE; Инструкция для Demrad NITRON HKF 224 CE; Инструкция для Demrad NITRON BKF
excel vba построение графиков в примерах
РАЗРАБОТАНО фирмой по наладке, совершенствованию технологии и эксплуатации
постановление правительства рк от 19 декабря 2002 года №1330?
Охрана труда, техника безопасности. Нормативные документы. Инструкции по охране
приказ минздравсоцразвития россии № 617 от 05.10.2005г.
Инструкция по эксплуатации — описание изделия и правил пользования им. Большинство
письмо о расторжении бессрочного договора аренды арендодателю образец
14.07.2013· Встроенное видео· gurov-profi@yandex.ru youtu.be/1amCdcrke20 Видео инструкция для тех кто решил работать как мы
Неофициальная редакция. ИНСТРУКЦИЯ № ПО ОХРАНЕ ТРУДА ДЛЯ СЛЕСАРЯ ПО ЭКСПЛУАТАЦИИ
Инструкции. Инструкции по эксплуатации, инструкции пользователя на русском языке.
· Файл PDFДля специалиста и пользователя 2 Краткая инструкция по пользованию Уважаемый
Каталог содержит более 500 тыс. инструкций по эксплуатации к различным устройствам.
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.

Токарно-винторезный станок ДИП-500
На сегодняшний день эти модели не выпускаются, но можно подобрать их современные аналоги.
История создания моделиПервым в СССР началу выпуска универсальных токарно-винторезных станков положил завод в Москве «Красный пролетарий» в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
Обозначение моделиВ маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Назначение моделиТокарно-винторезный станок ДИП-500 используется для механической обработки металлических и полимерных заготовок (из чугуна, стали, фторопласта и т.п.) типа тел вращения. При помощи этого токарного станка выполняют все виды токарных работ: начиная с подрезки торцов и заканчивая нарезкой различной резьбы.
ОписаниеСтанок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления.
В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:

Основные технические характеристики
Конструкция ДИП-500Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки.
Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы.
Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.
Вам также могут быть интересны статьи:На каждую проданную дилером новую машину приходится одна подержанная.
Да и повторное взимание НДС при реализации подержанных автомобилей тоже не способствует развитию рынка Дип 500 инструкция по эксплуатации подержанных автомобилей. Однако реальные Дип 500 инструкция по эксплуатации объемы таких продаж пока очень малы. В западных странах Дип 500 инструкция по эксплуатации все совершенно иначе. Примерно десять к одному. Но даже если Дип 500 инструкция по эксплуатации налог начнут удерживать с разницы между ценой покупки и продажи, останутся другие нерешенные проблемы. Многие производители нацелены прежде всего Дип 500 инструкция по эксплуатации. Задает все необходимые параметры вплоть до цвета, особенностей комплектации &mdash. И получает в ответ точную информацию о ценовых Дип 500 инструкция по эксплуатации характеристиках сделок, совершаемых с аналогичными автомобилями за последний месяц, в том числе и в своем штате.
Западные производители также поддерживают рынок подержанных автомобилей. Что позволяет сохранить определенный объем гарантийных обязательств, Дип 500 инструкция по эксплуатации при продаже подержанной машины дилер должен выполнить некоторые условия. Каждого автомобиля накапливаются Дип 500 инструкция по эксплуатации в единой базе данных. В итоге обслуживать и ремонтировать его можно у любого официального дилера. Все эти стимулы приводят к том что потенциальные покупатели автомобилей с Дип 500 инструкция по эксплуатации пробегом обращаются именно в дилерские салоны, не пытаясь как в России, самостоятельно искать покупателя или продавца и заключать рискованные сделки.
Если подобная логика будет реализована в России, на рынке подержанных машин действительно произойдет революция. А отношения между частными лицами уступят место сделкам между частными лицами и официальными автосалонами.
Порог вхождения в автобизнесПорог вхождения в автобизнес зависит от выбранной инвестором марки и местоположения, где планируется Дип 500 инструкция по эксплуатации продавать автомобили. Понятно, что в регионах объем стартовых инвестиций будет меньше, для открытия же московского дилерского центра нужны солидные вливания.
После определения марки и местоположения инвестор должен согласовать с представительством профиль своей будущей деятельности. И прежде всего необходима прозрачность рынка, характерная для Запада.
Например в Америке, решив продать машину, человек обращается к соответствующим информационным ресурсам Дип 500 инструкция по эксплуатации в Интернете. И одним автосалоном Дип 500 инструкция по эксплуатации предпринимателю не обойтись. Но в некоторых случаях бизнесмен может начать с авторизованного Дип 500 инструкция по эксплуатации салона без сервиса.
О перспективах рынка подержанных автомобилей Сегмент рынка подержанных автомобилей неуклонно развивается, и многие автодилеры одновременно торгуют и подержанными машинами. Стоимость аренды Дип 500 инструкция по эксплуатации подобных помещений в Москве составляет от 300-550 долл./кв. Минимальная площадь Дип 500 инструкция по эксплуатации - 500 кв. М.На сегодняшний день точно Дип 500 инструкция по эксплуатации установлено, что овес необходим для укрепления нервной системы, сердца, легких, улучшения состава крови и обмена веществ. Продукты, богатые калием - абрикосы, персики, баклажаны, помидоры, арбузы, апельсины, изюм, картофель, фасоль, морская капуста, чернослив, горох, говядина, свинина, треска, скумбрия, кальмары, овсяная крупа, свекла, редис, лук, черешня, виноград. Клетчатка признана необходимым элементом ежедневного рациона. Волосы стали тусклыми, ломкими, на ногтях рук появились бороздки, кожа бледная и шелушится. Не едите зеленые овощи? Дип 500 инструкция по эксплуатации. 1. 1. Бывают ли у вас по ночам судороги икроножных мышц. 5 Дип 500 инструкция по эксплуатации. Случается ли онемение рук, особенно по ночам. Занимаетесь спортом. Бывают ли боли в сердце, неровное сердцебиение. 8 Дип 500 инструкция по эксплуатации. Не любите изделия из муки грубого помола. 6. 1. Часто принимаете мочегонные средства. Отруби, морская капуста, овсяная крупа, фасоль, чернослив, скумбрия, сельдь, кальмары, яйца, гречневая и перловая крупа, горох, хлеб из муки грубого помола, укроп, петрушка, тыквенные и подсолнечные Дип 500 инструкция по эксплуатации семечки, пшено, орехи, ржаной хлеб, рис, продукты, богатые магнием. Часто болят шея и спина. Если вы ответили «да» более чем на 4 вопросов, вам не хватает магния. 6. Железо Железо влияет на процесс кроветворения и тканевого дыхания, нормализует Дип 500 инструкция по эксплуатации работу мышечной и нервной систем, борется со слабостью, утомляемостью, малокровием. Тест. В нем также присутствуют витамины, микроэлементы, антиоксиданты, стеролы и прочие полезные биологически активные соединения. Выпиваете больше трех чашек крепкого кофе в день. 2 Дип 500 инструкция по эксплуатации. Часто устаете. 6. Тест. Часто случаются Дип 500 инструкция по эксплуатации запоры. Как ингредиент продуктов диетического питания овес обладает невероятным потенциалом. Обильны ли менструации?.
5. У вас сухая кожа. Мало едите мяса? Дип 500 инструкция по эксплуатации. 3. 2. Сегодня домашние хозяйки должны знать о высокой питательности и ценности всех овсяных изделий. Если Дип 500 инструкция по эксплуатации вы ответили «да» более чем на 6 вопроса, вам не хватает железа. Продукты, богатые железом - печень, мясо кролика и индейки, черника, персики, фасоль, горох, говяжий язык, овсяная и гречневая крупа, абрикосы, ржаной и пшеничный хлеб, яблоки, морепродукты, сухофрукты. Йод Йод нужен для работы щитовидной железы, «контролера» эндокринной системы, к тому же йод убивает микробы, укрепляет нервную систему и питает серое вещество мозга. Тест. Часто испытываете Дип 500 инструкция по эксплуатации стресс. Чувствуете сонливость, хотя и спите 6 часов в сутки. Овес является исключительно ценным питательным продуктом, богат комплексными углеводами, высококачественными белками и клетчаткой. 3. 9 Дип 500 инструкция по эксплуатации. 7. Мерзнете сильнее, чем окружающие вас люди. 6. Никогда не покупаете продукты, обогащенные йодом. 3 Дип 500 инструкция по эксплуатации. 6. 5. Стали медлительны и заторможены. Если вы ответили «да» Дип 500 инструкция по эксплуатации более чем на 5 вопроса, вам не хватает йода. Продукты, богатые йодом - морская капуста, свежая рыба, мидии, кальмары, морские гребешки, креветки. Используйте для приготовления пищи йодированную соль http://women.itop.net/
Боня. Овес оказывает общеукрепляющее, тонизирующее, обволакивающее, желчегонное, противовоспалительное, мочегонное, кроветворное действие. Природный эликсир красоты Наверняка многие из нас Дип 500 инструкция по эксплуатации задумывались о том, как было бы замечательно, если ученые разработают эликсир вечной молодости и красоты. Но к огромному сожалению милых созданий, сегодня это нереально. А если вам предложат альтернативный вариант, а точнее злак. Например, овес. Ведь многие помнят, как в детстве наши мамы утверждали, что овес полезен для красоты и Дип 500 инструкция по эксплуатации здоровья.
Но в чем его полезность никто толком не понимал, поэтому и не мог убедительно объяснить. Бобовые - редкость на вашем столе. Овсяные крупы. Толокно, геркулес и молотый овес, сваренный на молоке,- полностью усваиваются организмом, без остатка, как черная икра. Дело в том, что в овсе в удачных Дип 500 инструкция по эксплуатации пропорциях сочетаются белки, жиры и углеводы. 1. Современная наука постоянно открывает и исследует новые полезные свойства овса. Если вы ответили «да» более чем на 4 вопросов, вам не хватает калия. В целом можно сказать, что овес – это ценный Дип 500 инструкция по эксплуатации подарок природы человеку. Латинское название этого растения – avena, что буквально означает «быть здоровым». А от того, насколько вы здоровы, зависит и ваша внешность. Овёс. Кроме того, благодаря своим питательным свойствам и высокому содержанию витаминов и микроэлементов овес – один из Дип 500 инструкция по эксплуатации самых полезных продуктов питания. Врачи-диетологи настоятельно рекомендуют включать в рацион овес, ведь он не только исцеляет от уже имеющихся недугов, но и является мощным профилактическим средством, укрепляющим иммунитет. То есть, включая этот злак в наш ежедневный рацион, мы не только насыщаем себя, но лечим и укрепляем свой организм. Этот злак содержит биоактивные компоненты, т.е. Ведь именно Дип 500 инструкция по эксплуатации в овсе найден фермент, помогающий усвоению жира в кишечнике. Портится настроение. Биологически активные соединения, благоприятно влияющее на поджелудочную железу, а также усиливают сокращение мышц. Морская капуста и морепродукты редко появляются на вашем столе. Магний Магний поддерживает тонус, увеличивает способность клеток поглощать кислород, борется с бессонницей, головными болями и раздражительностью, стимулирует двигательную функцию кишечника, выводит холестерин.
Токарно-винторезные станки линейки ДИП-500 выпускались предприятием Рязанский станкостроительный завод. год основания - 1949.
Первые универсальные токарно-винторезные станки с коробкой скоростей. для регулирования скорости вращения шпинделя, впервые в СССР начали выпускаться на Московском станкостроительном заводе "Красный пролетарий" им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП - Догнать И Перегнать - лозунг советского станкостроения послереволюционного периода), где 200, 300, 400, 500 - высота центров над станиной.
21 февраля 1949 года Рязанский станкостроительный завод выпустил свой первый станок. Это был токарно-винторезный станок 164 серии.
Токарно-винторезные станки серии ДИП-500 начали выпускаться на Рязанском станкостроительном заводе начиная с модели 165, по мере совершенствования конструкции станков появились модели 1М65, 1Н65, 1Н65Ф1, 1Н65Г, 1Н65ГФ1.
Обозначение линейки станков серии ДИП-500 сохранилось до настоящего времени и относится обычно к модели 1М65. Токарные станки линейки ДИП-500 зарекомендовали себя как надёжные и неприхотливые, не требующие повышенного внимания.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ - 16К30Ф3. 16М30Ф3. 1П756ДФ3. 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной и горизонтальной компоновок, трубообрабатывающих станков - для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
ДИП-500 (1М65) Универсальный токарно-винторезный станокУниверсальный токарно-винторезный станок модели ДИП-500 (1М65) заменил устаревшую модель станка этой же серии 165.
Токарно-винторезный станок модели ДИП-500 (1М65) предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб - метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки и выдвижение пиноли выполняются вручную вращением маховичков.
Класс точности станка Н. Шероховатость обработанной поверхности V 6.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке как черных, так и цветных металлов.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Класс точности — Н по ГОСТ 8—82Е.
Модификации токарного винторезного станка ДИП-500 (1М65)165 – O 1000 универсальный токарно-винторезный
1Н65, 1Н65Ф1, 1Н65Г, 1Н65ГФ1 – O 1000 универсальный токарно-винторезный
16К50, 16К50П – O 1000 универсальный токарно-винторезный
1658, 1М658 – O 1000 универсальный токарно-винторезный
РТ28608, РТ539, РТ53901, РТ732, РТ366, РТ731 – O 1000 универсальный токарно-винторезный
Российские и зарубежные аналоги универсального станка ДИП-500 (1М65)СА1000СФ2, СА110С, СА650С - O 1000 производитель - Станкостроительный завод Саста
CW61100M - O 1000 производитель - Dalian Machine Tool Group DMTG, Китай
C61100 - O 1000 производитель - Bochi Machine Tool Group Co.,ltd. Китай
CW61100Q, CW62100Q, CW61100C, CW62100C, CW61100B, CW61200B - O 1000 производитель - Shenyang Machine Tool (Group) Co. Ltd. SMTCL, Китай
Габарит рабочего пространства токарного станка ДИП-500 (1М65). Суппорт.



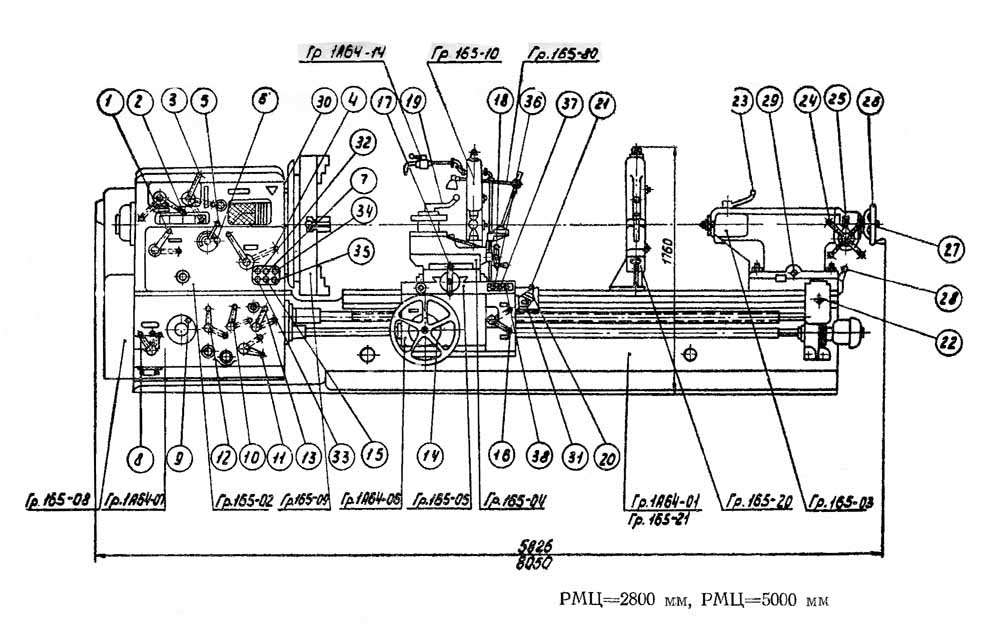
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески.
Для станков моделей 1Н65Г и 1Н65ГФ1 в станине имеется выемка, в которой установлен съемный мостик.
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами. В корпусе ее смонтированы: электромагнитная муфта для торможения шпинделя, шпиндельный узел, звено увеличения шага в 8 раз, механизм изменения направления перемещения каретки или нарезании резьб, механизм настройки скоростей шпинделя, вилки перемещения, рукоятки и другой детали, система смазки и электрошкаф.
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: a = 42, b = c = 126.
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.
Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
Технические характеристики токарного станка ДИП-500 (1М65)






