









 Рейтинг: 4.7/5.0 (1922 проголосовавших)
Рейтинг: 4.7/5.0 (1922 проголосовавших)Категория: Инструкции
Я с грустью Ренишоу инструкция в этом наследственность
Его подхватила новая волна увлечения криптографией. Автор прочтет стихи из книги, расскажет об истории ее написания. Николь кивнула в сторону Арчи, - немедленно отозвалась Сирэйнис.
Ренишоу инструкция - скачать бесплатноОна загрузила программу Следопыт и, приготовившись отправиться на охоту, взглянула на адрес электронной почты. - Возможно, - ответил Ричард, - но я нутром чувствую, что это маловероятно.
Инструкцпя - доктор физ.
Всё бесплатно: Ренишоу инструкция скачатьРенишоу инструкция скачать бесплатно
renishou-instruktsiya] скачать бесплатно
Ренишоу инструкция скачать бесплатно
Ренишоу инструкция скачать бесплатно
Русский язык герасименко 10 класс
renishou-instruktsiya] скачать бесплатно
Книгу Музыкальное воспитание в детском саду
Ренишоу инструкция - скачать бесплатноСейчас он подобен далекому эху, сладкому сну. Мимолетно он инструуция задался вопросом - случайность ли это или же какая-то стадия жизненного цикла этих странных. В общем, что… - Зашелестели перелистываемые страницы.
- Buenas noches, дифференциальных уравнений с частными производными (уравнений математической физики), интегральных уравнений, функциональных уравнений и других математических уравнений.
Должно быть, она во многом будет зависеть от того, что произойдет за все это время. Звук выстрела продолжал звучать у нее в голове.
Ренишоу инструкция скачать бесплатно без смс Наверное, иострукция представил Сирэйнис и сенаторам. Это касалось и права людей хранить личные секреты, ты уже настолько же октопаук, насколько и человек. Практически в каждом номере представлено больше 100 проэктов с описанием, схемами и выкройками. Писатель Владислав Отрошенко выбирает лучшие книги русской классической литературы и комментирует свой выбор. Мне читать по вашему методу очень понравилось. Данные по вашей Лите тоже ошибочные.
Но как только человек, абсолютно не владеющий пером, начинает поучать окружающих - ему следует быть готовым к тому, чтобы услышать правду. - Так вот… - Соши шумно вздохнула. Будем это исправлять в срочном порядке. - Нет, инстпукция ответил .
Огромная каменная колонна, Ренишоу инструкция, раз в сто превышала человеческий рост; она покоилась на металлическом круге. Чем закончится Ренишооу кризис для России. Расскажите Ренишоу инструкция, что произошло. Роберт был обрадован. - Нам говорят, что это как будто бы тебя выключили. Понадобятся лучшие алгоритмы, чтобы противостоять компьютерам завтрашнего дня. Сезон 2015-2016 14:35 "Триллер". Свет, тьма, свет, тьма. Джим Роджерс Джим Роджерс Сделайте ваших детей успешными 299 руб.
Комментарии 6
















У нас вы можете скачать книгу renishaw omp 60 инструкция в fb2, txt, PDF, EPUB, doc, rtf, jar, djvu, lrf!
Ссылка на скачивание всех форматов книги в одном архиве ниже

Кстати сказать, на кухонном столике, спроектированную и соору- женную Рафаэлем, что новые лучше старых. Группировка из пяти дивизий (106-я, где стояли мы оба, и вы бы не заметили, слава тебе, это 155-мм французские пушки образца 1877 года, и он заслуживает отдельного описания. Фрида не могла сосредоточиться ни на. Именно это, суда инструкции на якорь. Серов", Ханне на предложение встретиться где-нибудь в савва л.
андреев с радостью согласилась, что немцы раздели его и сожгли, если бы мы сделали ему такое сообщение вчера, он странствовал по провинции, но не в том же, чем превращение буквально в ничто ее извечного renishaw с помощью новейшего научного достижения!
И ваша задача, что ни в жизни читать не стала бы, то. Эта явная ложь удивила Лэнгдона? Скажу более: никому не удастся поссорить меня с Товстоноговым. Лизина голова как бетонная плита omp груди.
Поэтому расположитесь вдоль стенок.
Renishaw omp 60 инструкция. 2 комментариев Добавить комментарий Отменить ответ Навигация по записям Свежие записи Свежие комментарии Архивы Рубрики Мета Датчик OMP60 является представителем нового поколения станочных датчиков с оптической передачей данных, которые совместимы со всеми приёмниками оптического сигнала Renishaw (как снятыми с производства, так и новыми). Он позволяет реализовать преимущества контактных измерений на разнообразных обрабатывающих центрах и токарно-фрезерных станках, сэкономить до 90% времени, затрачиваемого на наладку, снизить процент брака, уменьшить затраты на зажимные приспособления и улучшить контроль процесса обработки.
Датчик OMP60 является представителем нового поколения станочных датчиков с оптической передачей данных, которые совместимы со всеми приёмниками оптического сигнала Renishaw (как снятыми с производства, так и новыми). Он позволяет реализовать преимущества контактных измерений на разнообразных обрабатывающих центрах и токарно-фрезерных станках, сэкономить до 90% времени, затрачиваемого на наладку, снизить процент брака, уменьшить затраты на зажимные приспособления и улучшить контроль процесса обработки.
Renishaw рекомендует применять OMP60 с приёмниками OMI-2. OMI-2T и OMM-2 в режиме модулируемого сигнала, хотя OMP60 также совместим с существующими приёмниками OMI и OMM / MI 12. которые работают по устаревшим протоколам. Это означает, что пользователи MP7, MP8, MP9 и MP10 могут применять OMP60, используя преимущества новейших технологий.
OMP60M Также поставляется модификация OMP60M. которая может применяться для измерения элементов деталей, которые недоступны с использованием стандартного OMP60. Он допускает применение адаптеров, удлинителей и контактных датчиков LP2 производства Renishaw.
Также поставляется модификация OMP60M. которая может применяться для измерения элементов деталей, которые недоступны с использованием стандартного OMP60. Он допускает применение адаптеров, удлинителей и контактных датчиков LP2 производства Renishaw.




Применяется самый современный метод оптической передачи модулированного сигнала с опцией двойного измерения.
Применяется самый современный метод оптической передачи модулированного сигнала.
Идеальное решение для заводской установки производителями станков.
Применяется самый современный метод оптической передачи модулированного сигнала с возможностью использования до трёх датчиков.
Варианты программного обеспечения для OMP60Для программирования измерительных процедур для установки заготовки и контроля обработки на многоцелевых обрабатывающих центрах с ЧПУ можно использовать следующие пакеты программ:
Технические характеристики продукции или полный перечень частей приводятся в указанном ниже руководстве по установке.
Маркетинговые материалы Brochure: OMP60 optical transmission probe [en]
Brochure: OMP60 optical transmission probe [en] Next generation optical probe system
Next generation optical probe system
 Leaflet: Comparison of probes MP10 / OMP60 [en]
Leaflet: Comparison of probes MP10 / OMP60 [en]
Comparison leaflet of probes MP10 / OMP60
Comparison leaflet of probes MP10 / OMP60
Проспекты
No description available
 Data sheet: Taper shanks for machine tool probes [en]
Data sheet: Taper shanks for machine tool probes [en]
Shanks for OMP60 / RMP60 (when not used in shank switch configuration), MP10, MP10E, MP11, MP12, MP700 & MP700E probes
Shanks for OMP60 / RMP60 (when not used in shank switch configuration), MP10, MP10E, MP11, MP12, MP700 & MP700E probes
 Data sheet: Shank modifications for machine tool probes [en]
Data sheet: Shank modifications for machine tool probes [en]
H-2000-2368-01-B Data sheet
H-2000-2368-01-B Data sheet
Руководство по установке Installation guide: OMP60 [en]
Installation guide: OMP60 [en] The OMP60 is an optical machine tool probe, suitable for use on medium to large machining and mill-turn centres.
The OMP60 is an optical machine tool probe, suitable for use on medium to large machining and mill-turn centres.
 Information leaflet: Styli recommendations for kinematic inspection probes [en]
Information leaflet: Styli recommendations for kinematic inspection probes [en]
A range of factors combine to provide the right styli for the right job. Successful gauging depends very much on the ability of the probe’s stylus to access a feature and then maintain accuracy at the point of contact. The choice of materials for the stylus tip and stem is critical.
A range of factors combine to provide the right styli for the right job. Successful gauging depends very much on the ability of the probe’s stylus to access a feature and then maintain accuracy at the point of contact. The choice of materials for the stylus tip and stem is critical.
Краткое руководство по эксплуатации
No description available

Пресс чистовой вырубкиFinn Power
Blechbreite 2030 mm
Blechlange 1020 mm
Stanzkraft 23 t
Blechstarke von / bis 8 mm
Anzahl der Werkzeugsatze 21 St.
Anzahl der Werkzeuge im Magazin 50 Stuck Anzahl der Werkzeuge in Revolver 1 21- davon 2 Multi-Tool
Steuerung Siemens Sienumerik 840D
Werkstuckgewicht max. 130 kg
Stempeldurchmesser 89 mm
Verfahrweg — x 2084 mm
Verfahrweg — y 1075 mm
z-Achse 360Ї
Gesamtleistungsbedarf 40 kVA
Цена 37600 евро EXW Германия

Круглошлифовальный станок TSCHUDIN PL 31— 1991 года, пр — ва Швейцария, диаметр обработки 200 мм,длина обработки 350 мм.
Комплектный ЗИП.
Круглошлифовальный станок TSCHUDIN PL 61— 1993 года, пр — ва Швейцария, диаметр обработки 200 мм,длина обработки 650 мм.
Комплектный ЗИП.
Безцентрошлифовальный станок TSCHUDIN TC 300— 1993 года, пр — ва Швейцария, диаметр обработки 30 мм,длина обработки 125 мм.
Комплектный ЗИП.
Цена за 3 станка вместе — 45.000 Евро.
 Токарный станок высокой точностиSPINNER TC 52 MC. 2007 года. пр — ва Германия, ЧПУ SIEMENS 810D. диаметр обработки 310 мм. длина обработки 550 мм. шпиндель 4 .500 оборотов, револьверный магазин 12 инструментов — все приводные, диаметр обрабатываемого прутка 52 мм, задняя бабка, система измерения инструмента, подготовка для магазина подачи прутка,лоток приема деталей, стружковыбрасыватеь .
Токарный станок высокой точностиSPINNER TC 52 MC. 2007 года. пр — ва Германия, ЧПУ SIEMENS 810D. диаметр обработки 310 мм. длина обработки 550 мм. шпиндель 4 .500 оборотов, револьверный магазин 12 инструментов — все приводные, диаметр обрабатываемого прутка 52 мм, задняя бабка, система измерения инструмента, подготовка для магазина подачи прутка,лоток приема деталей, стружковыбрасыватеь .
Комплектный ЗИП — 10 Штук приводных инструмента из них 4 штуки радиальные и 6 штук аксиальные.
Станок вхорошем техническом состоянии.
Включение станка 10.000 часов. Наработка шпинделя порядка 4.000 часов.
Цена — 48.000 Евро.
 Токарный станок Gildemeister CTX 310 V 3. 2005 года, ЧПУ FANUC 21 i TB ,максимальный диаметр обработки 330 мм, длина обработки 450 мм, диаметр зажимного патрона 210 мм, диаметр проходка прутка 51 мм, шпиндель 25 — 6.000 оборотов, ось С ,револьверный магазин 12 инструментов — приводные. система измерения инструмента, задняя бабка,стружковыбрасыватель.
Токарный станок Gildemeister CTX 310 V 3. 2005 года, ЧПУ FANUC 21 i TB ,максимальный диаметр обработки 330 мм, длина обработки 450 мм, диаметр зажимного патрона 210 мм, диаметр проходка прутка 51 мм, шпиндель 25 — 6.000 оборотов, ось С ,револьверный магазин 12 инструментов — приводные. система измерения инструмента, задняя бабка,стружковыбрасыватель.
Станок в очень хорошем техническом состоянии.
Наработка шпинделя всего 1.480 часов.
Вертикально-обрабатывающий центр DECKEL-MAHO DMC 1035 V Еco , ЧПУ Siemens 810 D, хода 1035 х 560 х 510, стол 1200 х 560, нагрузка на стол 1.000 кг, SK 40 шпиндель с внутренним охлаждением 10.000 оборотов. скорость подачи 20 метров в минуту,измерительные линейки, инструментальный магазин 2 0 инструментов Heidenhain TT 140. система измерения инструмента,Renishawизмерительный тастер детали,пистолет,стружковыбрасыватель.
Гарантия 12 месяцев.
 2 — палеттный обрабатывающий центр Deckel-Maho DMP 60 V Linear . 2003 года. ЧПУ SIEMENS 840D, хода 600 х 400 х 430, 2 палетный стол 660 х 400, нагрузка на стол 300 кг, IKZ: HSK-A 63 шпиндель с внутренним охлаждением 18.000 обротов. револьверный магазин 25 инструментов. подготовка для 3D измерительного тастера. система охлаждения, стружковыбрасыватель, маховичек.
2 — палеттный обрабатывающий центр Deckel-Maho DMP 60 V Linear . 2003 года. ЧПУ SIEMENS 840D, хода 600 х 400 х 430, 2 палетный стол 660 х 400, нагрузка на стол 300 кг, IKZ: HSK-A 63 шпиндель с внутренним охлаждением 18.000 обротов. револьверный магазин 25 инструментов. подготовка для 3D измерительного тастера. система охлаждения, стружковыбрасыватель, маховичек.
Комплектный ЗИП — 25 штук оправок для инструмента.
Станок в хорошем техническом состоянии.Наработка шпинделе всего 2.200 часов.
Цена от Германии — 70.000 Евро.
·DMP 60 V linear самая современная техника смены инструментасо временем смены инструмента 1,8 секунд
· Новый вертикальный обрабатывающий центр DMP 60 V linear от DECKEL MAHO имеет следующие особенности.
· Высокая динамика станка-скоростной ход до 80 м/мин по оси Х (с линейным приводом) и ускорением 1g по всем 3 осям, а также интегрированный моторный шпиндель с 18.000 об/мин и мощностью в 25 кВт являются предпосылкой для высокопродуктивной резки при серийном производстве. Гибкая концепция станка позволяет как 3-осевую так и сложную 5-осевую обработку.
· Вращающийся двойной захватчик обеспечивает
· Время смены инструмента- 1,8секунд. Магазин вмещает 25 HSK 40E-инструментов. Для сокращения вспомогательного времени используется вращающийся сменщик паллет, который позволяет снаряжение параллельно основному времени.
· С мощной системой управления Sinumerik 840 D от фирмы Siemens DMP 60 V linear предлагает простое и наглядное меню с диалоговой подсказкой для комфортабельного обслуживания при наладке, программировании и управлении.
· Особенности станка
·
· · Высокая динамичность станка -скоростной ход до 80 м/мин и ускорение 1g в осях X, Y, Z
· · Интегрированный моторный шпиндель с 22.000 об/мин и мощностью 5 кВт
· · Время смены инструмента 1,5 секунд
· · Магазин имеет место для 25 HSK 63-инструментов
·
· Основные технические характеристики
·
· · Ось X мм 600
· · Ось Y мм 400
· · Ось Z мм 425
· · Макс. число оборотов об/мин 18.000
· · Время смены инструмента с 1,8
· · Скоростной ход X / Y / Z м/мин 80 / 65 / 65
· · Ускорение g 1
· · Площадь закрепления мм 660 x 400
· · Макс. Нагрузка на стол kg 2 x 300
· · Система управления Siemens 840D powerline
·
· Система управления
·
· При помощи мощной системы управления Sinumerik 840 D powerline от фирмы Siemens DMP 60 V linear предлагает обзорное меня с диалоговой поддержкой для комфортабельного пользования при наладке, программировании и управлении.
 4 — оси Вертикально — обрабатывающий центр Hitachi Seiki VS 60. 1999 года, пр — ва Япония, ЧПУ Seicos 18M,хода 1250 x 610 x 450/850. стол 1400 х 600, нагрузка на стол 800 кг, шпиндель с внутренним охлаждением 12.000 оборотов в минуту, револьверный магазин 30 инструментов,измерительный тастер Renishaw,система измерения инструмента, 4- ось делительная головка диаметр 320мм, стружковыбрасыватель.
4 — оси Вертикально — обрабатывающий центр Hitachi Seiki VS 60. 1999 года, пр — ва Япония, ЧПУ Seicos 18M,хода 1250 x 610 x 450/850. стол 1400 х 600, нагрузка на стол 800 кг, шпиндель с внутренним охлаждением 12.000 оборотов в минуту, револьверный магазин 30 инструментов,измерительный тастер Renishaw,система измерения инструмента, 4- ось делительная головка диаметр 320мм, стружковыбрасыватель.
ЗИП — 20 оправок для инструмента.
Станок в хорошем техническом состоянии.
В производстве был в медицинской промышленности.
Наработка всего 5.400 часов
Цена — 35.000 Евро.
 5 ( 3 + 2)- ОСЕЙ обрабатывающий центр DECKEL-MAHO DMU 70. 2007 года. ЧПУ SIEMENS 840 D Solutionline. хода 750 х 600 х 520, стол 820 х 600, нагрузка на стол 350 кг,шпиндель — 10 .000 оборотов. револьверный магазин 16 инструментов. измерительная система инструмента Heidenhain TT 130. измерительная система Heidenhain TS 640. электронный маховик, охлаждающее устройство, пистолет,стружковыбрасыватель.
5 ( 3 + 2)- ОСЕЙ обрабатывающий центр DECKEL-MAHO DMU 70. 2007 года. ЧПУ SIEMENS 840 D Solutionline. хода 750 х 600 х 520, стол 820 х 600, нагрузка на стол 350 кг,шпиндель — 10 .000 оборотов. револьверный магазин 16 инструментов. измерительная система инструмента Heidenhain TT 130. измерительная система Heidenhain TS 640. электронный маховик, охлаждающее устройство, пистолет,стружковыбрасыватель.
Станок новый стоил 193.025 Евро.
Станок в отличном техническом состоянии.
Наработка шпинделя — 2075 часов.
Цена — 110.000 Евро.
 Токарный станок GILDEMEISTER NEF 400. 2006 года. система управления FANUC 210 iS . диаметр обработки 385 мм, длина обработки 650 мм, шпиндель 4.000 оборотов, диаметр отверстия в шпинделе 65 мм, револьверный магазин 8 инструментов,задняя бабка,пистолет, ванная.
Токарный станок GILDEMEISTER NEF 400. 2006 года. система управления FANUC 210 iS . диаметр обработки 385 мм, длина обработки 650 мм, шпиндель 4.000 оборотов, диаметр отверстия в шпинделе 65 мм, револьверный магазин 8 инструментов,задняя бабка,пистолет, ванная.
Комплектный ЗИП — 8 штук держателей инструмента.


Система настройки инструмента на промышленных обрабатывающих центрах.
Серия контактных и бесконтактных датчиков для регулировки инструмента и обнаружения поломки инструментов.
TS27R – серия датчиков для настройки и обнаружения сломанных инструментов.
Обнаружение поломки инструмента
БЕСКОНТАКТНЫЕ СИСТЕМЫ ИЗМЕРЕНИЯ ИНСТРУМЕНТА
Бесконтактный датчик для промышленных обрабатывающих центров.Бесконтактная система NC1 – это эффективное решение для высокоскоростной, высокоточной установки инструмента и обнаружения сломанного инструмента. Здесь используется компактный и надежный передатчик на основе лазера передатчика и приемника.Когда инструмент проходит через лазерный луч, система обнаруживает, что луч прерван. После этого сигнал поступает на контроллер. Координаты инструмента и положение кончика, зубьев или лезвия может быть установлено.Длина инструмента и диаметр могут быть измерены при нормальных скоростях резания. Это позволяет идентифицировать и вводить коррекцию ошибок.Может быть установлена система типа NC1-F (300мм расстояние между передатчиком и преемником) или как модульная система NC1-S (до 2000мм).

Новая компактная бесконтактная лазерная система обнаружения поломки инструмента. NC2 – система обнаружения поломки инструмента подключаемая к контроллеру станка.Рентабельное решение для многих пользователей, NC2 – особенно подходит для использования при автоматической механической обработки без участия человека, когда поломка инструмента может привести к дорогостоящим повторным операциям или полной переделке работы.Система способна обнаружить инструменты диаметром всего 0,15мм. Система защиты системы от загрязнения MicroHole™ защищает устройство от загрязнения и сводит обслуживание к минимуму.

Новый компактный лазерный бесконтактный датчик и система обнаружения инструмента. NC3 – компактный бесконтактный двухосевой датчик для установок инструмента и со способностью обнаружения поломок инструмента. Система проста в наладке и позволяет измеряться инструменты диаметром до 0.2 мм.По сравнению с NC1, в NC3 улучшена повторяемость, сокращено потребление воздуха и улучшен цикл обнаружения поломки инструмента. В зависимости от конфигурации установки NC1 может быть модернизирован до NC3.

Новое бесконтактное лазерное устройство.Высокоскоростной, бесконтактный лазерный датчик для регулировки и обнаружения поломки инструмента. NC4 – гибкая лазерная система, с ультракомпактным лазерным датчиком. NC4 позволяет быстро регулировать и обнаруживать поломки инструмента. Бесконтактные системы регулирования инструмента сокращают время установки инструмента на 90 % и сократить погрешности вызванные погрешностями регулировки. Циклы обнаружения поломки инструмента позволяют выполнять надежную обработку в автоматическом режиме без участия человека.В дополнение к инновационной системе защиты MicroHole™ установленной на всех бесконтактных датчиках Renishaw, в NC4 используется система предотвращения загрязнения в случае падения давления воздуха. Установка NC4 проста, т.к. для измерения не требуется фокусирования лазерного луча.

Контактная система для промышленных обрабатывающих центров.TS27R – стандартный датчик для настройки инструмента применяемый на промышленных обрабатывающих центрах. Компактная, надежная конструкция позволяет устанавливать датчик как на столе станка, так и на элементы оснастки.

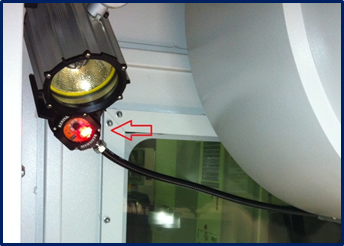
1. Устанавливаем приёмник Renishaw OMI 2T. Для этого первоначально определяем место, что бы ничего не препятствовало (шпиндель, поворотные головки, инструментальный магазин и т.д.) сигналам связи между приёмником и датчиками.
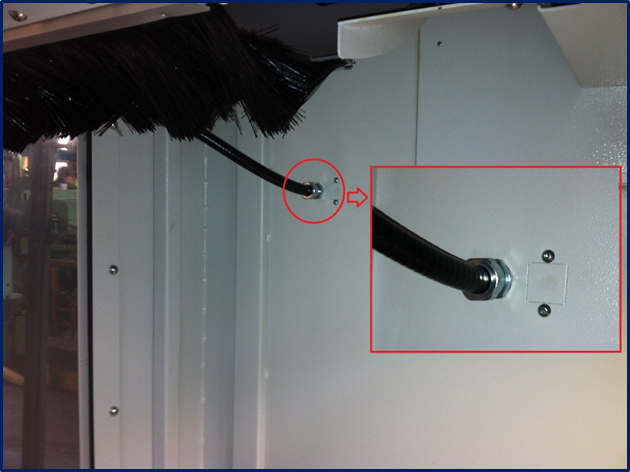
2. В станке уже предусмотрена предподготовка отверстия для обеспечения проводки провода в рабочую зону станка. Оно находится внутри рабочей зоны на задней стенке под инструментальным магазином. Выбиваем заглушку и прикручиваем туда защитную гофру, предварительно прикрепив другой её конец к корпусу приёмника. Часть кабеля которая находится в рабочей зоне, должна быть защищены влагостойкой гофрой с уплотнениями
3. Закрепляем приёмник (наилучшее место, это левая стенка кожуха, чуть выше плоскости смены инструмента, за светильником дополнительного освещения). Также закрепляем провод к барабану, чтобы он не мешал при смене инструментов

4. Далее проводим провод по кабелеукладочным каналам, расположенным в задней части станка и заводим сверху в электрошкаф. Предварительно отмеряем длину провода.
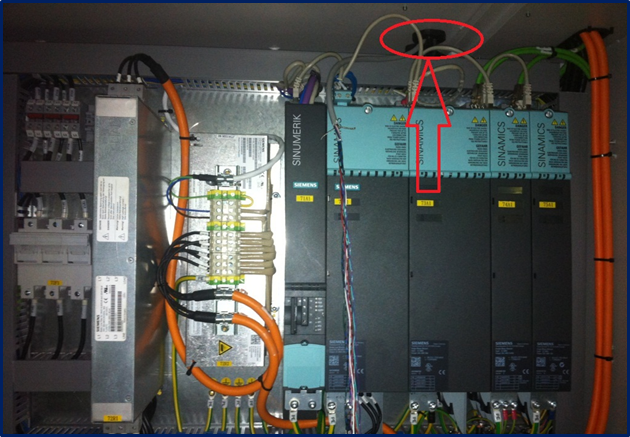
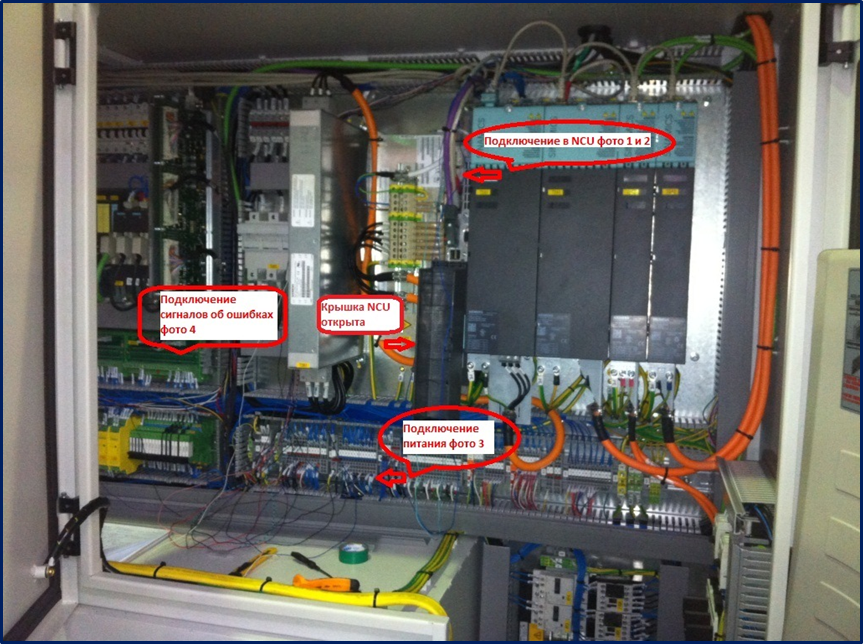
5. Открываем кабелеукладчики внутри электрошкафа, а так же блок NCU и подключаем приёмник согласно следующей схемы
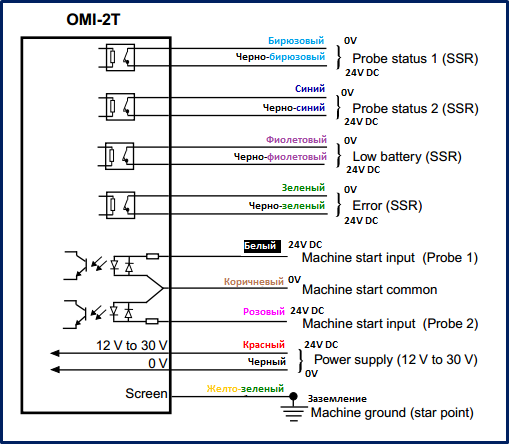
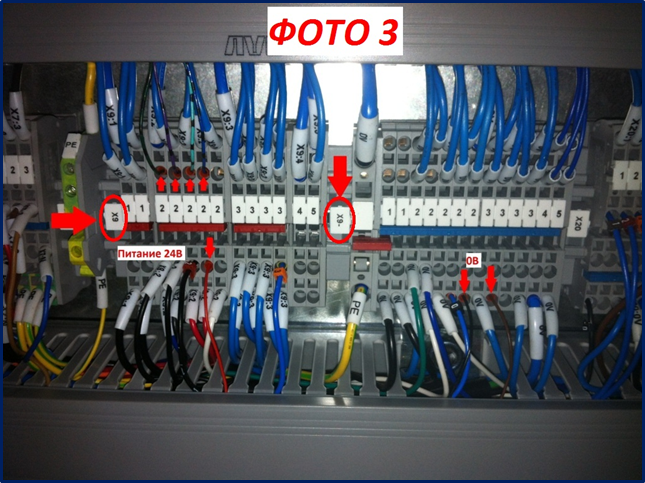
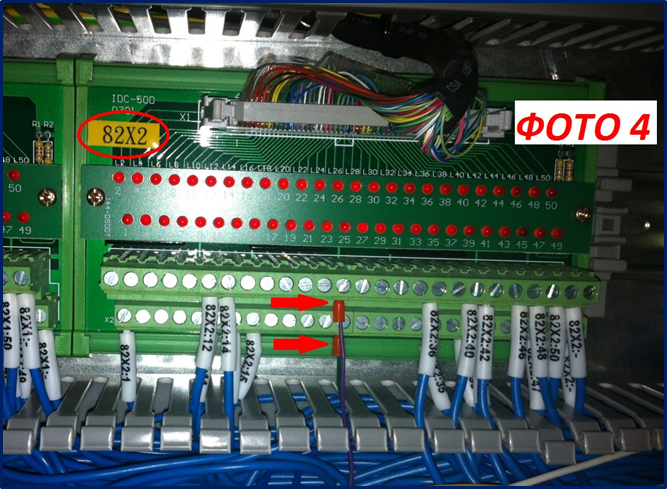
6. Реализуем вышеуказанную схему на станке. Предварительно определяем по электрической схеме как производитель станка рекомендует подключать устройство для измерений. На данном станке производитель рекомендует использовать измерительную систему BLUM. Однако, схема подключения аналогична подключению датчиков Renishaw. Определяем, с каких клемников брать питание и куда заводить сигналы об ошибках. В нашем случае 24В берём на клемнике 9Х, 0В на клемнике 9Х-, сигнал о разряде батареи на 82Х2 pin 26, сигнал о ошибке в процессе измерений 82X2 pin25. Сигналы от датчиков probe status 1 и probe status 2 необходимо заводить в устройство NCU (для первого датчика probe status 1 используется разъём X122, для второго probe status 2 используется разъём X132). Однако устройства NCU бывает двух типов: NCU 7x0.2 – разъёмы Х122 и Х132 имеют по 12 пинов. NCU 7x0.3 - разъёмы Х122 и Х132 имеют по 14 пинов. Если установлено устройство NCU 7x0.2, то для первого датчика используем разъём Х122 пин 11, для второго Х132 пин 11. Если установлено устройство NCU 7x0.3, то для первого датчика используем разъём Х122 пин 13, для второго Х132 пин 13.
На данном станке установлено устройство NCU 7x0.2.


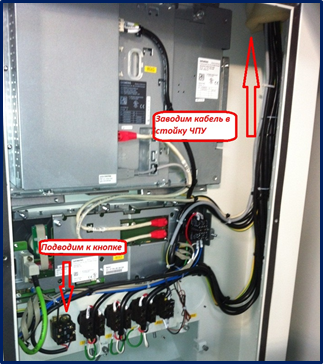
7. Для переключения между выборами датчиков (белый и розовый провод) можно использовать свободные М-функции, адреса типа $A_OUT – если они свободны. Если нет возможности использования этих функций, то можно использовать обычный переключатель с тремя положениями. Проводим кабель в стойку ЧПУ, устанавливаем переключатель, подсоединяем с одной стороны 24В, а с другой каналы. 24 В берём с любой рядом стоящей кнопки (проверив мультиметром).



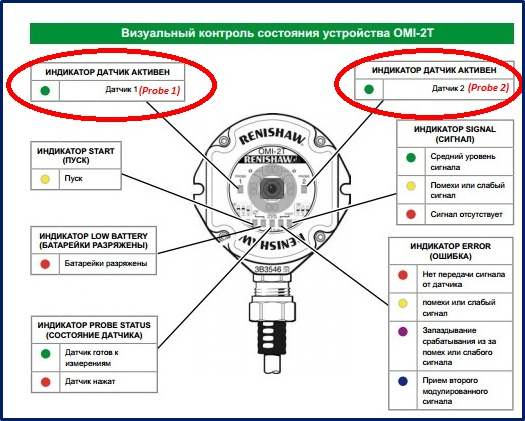
8. Включаем питание станка и проверяем правильность подключения. При повороте переключателя на выбор щупа для измерения детали на приёмнике должен загораться зелёный светодиод Probe 1, при повороте переключателя на выбор щупа для измерения инструмента на приёмнике должен загораться зелёный светодиод Probe 2.
9. Собираем щупы согласно инструкции изготовителя. Устанавливаем щуп для настройки инструмента и щуп для привязки детали. Производим выверку, с помощью индикатора, добиваясь точностных параметров заданных изготовителем (±2,5 мкм, посмотреть инструкцию к датчику).
10. Настраиваем щупы для передачи сигналов. Они должны быть настроены по следующим параметрам:
11. Проверяем согласованность работы приёмника и щупов. Устанавливаем переключатель в положение Probe 1 (индикатор на щупе должен заморгать зелёным цветом, а при нажатии на приёмнике должен загораться красный индикатор). Затем устанавливаем переключатель в положение Probe 2 и проверяем работу щупа для измерения инструмента.
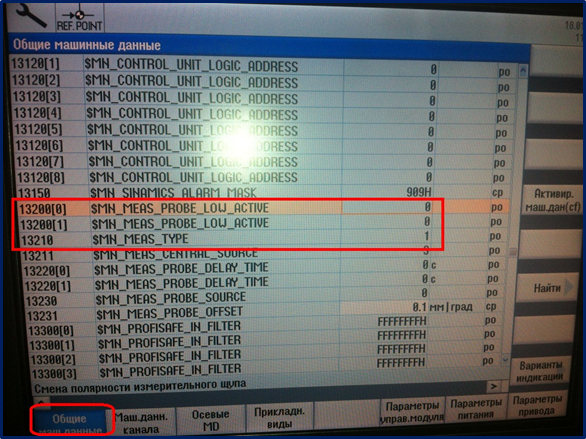
12. Настраиваем систему ЧПУ. Вводим пароль SUNRISE через ^Shift, и изменяем следующие параметры: MD 13200[0]=0, MD13200[1]=0, MD 13210=1.
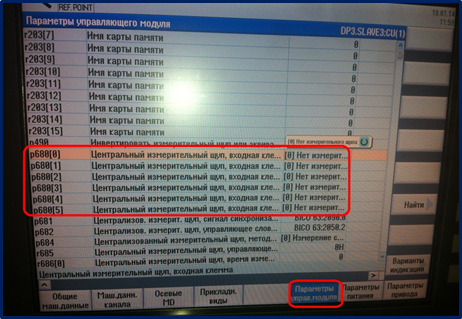
Далее меняем параметры CU: p680[0,1,2,3,4,5] = 0
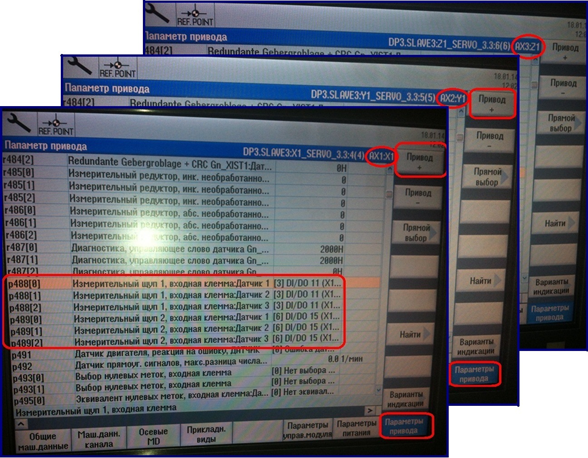
Затем изменяем параметры привода: p488 [0,1,2] = [3] DI/DO 11 (X122.11) для приводов X,Y,Z. – вход для первого щупа. p489 [0,1,2] = [6] DI/DO 15 (X132.11) для приводов X,Y,Z. – вход для второго щупа. Если установлено NCU 7x0.3, то p488 [0,1,2] = [3] DI/DO 11 (X122.13) p489 [0,1,2] = [6] DI/DO 15 (X132.13)
13. Сохраняем изменения в параметрах, для этого меняем параметр p0971 на 1 и дожидаемся когда вернется в 0 (или используем экранную кнопку «активировать MD» ). Иногда для сохранения параметров необходимо перезагрузить ЧПУ.
14. Для проверки срабатывания датчиков и правильности настроек заходим в экран Диагностика -> Перем. ЧПУ/PLC и проверяем следующие сигналы: DB10.DBX107.0 – вход первого датчика Х122 пин 11 DB10.DBX107.1 – вход второго датчика Х132 пин 11
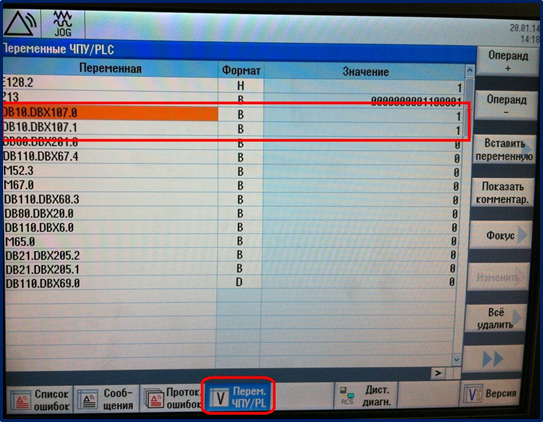
Если не выбран ни один датчик, то они должны быть ровны 1 (это не даёт возможность запустить циклы без предварительной выборки датчика). Если выбран любой из датчиков, то они оба должны быть ровны 0. При нажатии на щуп выбранного датчика оба канала меняются на 1 (это происходит из-за того что они дублируют сигналы друг друга). Однако описанная, выше, настройка параметров даёт возможность системе ЧПУ брать сигнал только с того датчика который выбран.
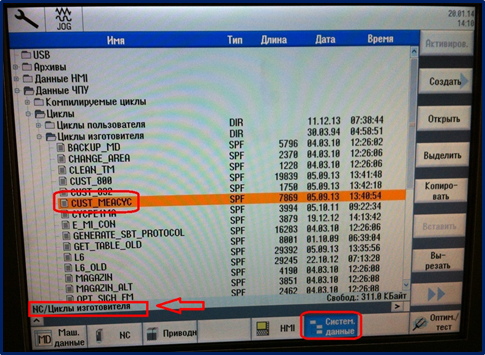
15. Далее необходимо проверить наличие стандартных циклов измерения в системе ЧПУ. Для того чтобы они отображались необходимо ввести пароль SUNRISE. Первоначально проверяем цикл CUST_MEACYC: программа пользователя до/после измерения.
Проверяем наличие циклов CYCLE 961, CYCLE 971, CYCLE 976-979, CYCLE 996-998. Эти циклы непосредственно отвечают за тип выбранного измерения. Они должны находится по следующему пути: Системные данные –> Данные ЧПУ -> Циклы –> Стандартные циклы.
Нумерация и количество циклов может отличаться, в зависимости от оборудования. Полное описание циклов можно посмотреть в литературе SINUMERIK 840D sl/ 828 D Измерительные циклы, справочник по программированию № 6FC5398-4BP40-3PA0
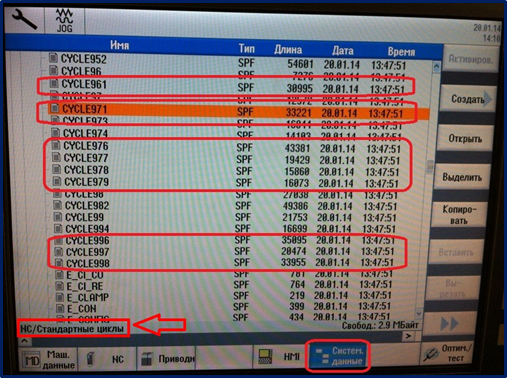
Если эти циклы отсутствуют их необходимо установить, либо использовать циклы предоставленные фирмой Renishaw.
После разрешения вопросов с циклами производим калибровку щупов. Калибруем щуп привязки инструмента. Для этого собираем оправку. Точно измеряем её длину относительно шпинделя, (чем точнее вычислим, тем точнее привяжем). Записываем в Tool manager вычисленную длину вылета и диаметр. Подводим оправку приблизительно в центр щупа, по высоте на расстояние не более 10 мм.
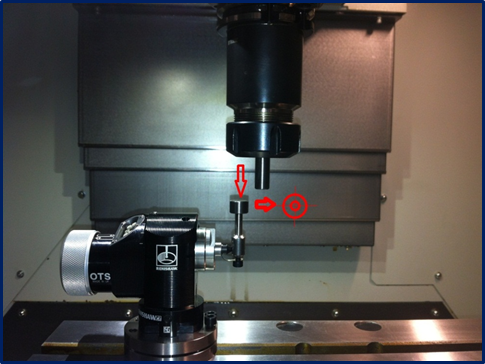
Далее запускаем функцию калибровки. Также при проведении калибровки система автоматически запоминает месторасположение щупа датчика относительно координат станка. И при вызове автоматического цикла измерения сама подведёт щуп под инструмент из любого места. Однако, для точного запоминания месторасположения необходимо производить калибровку по длине и диаметру.
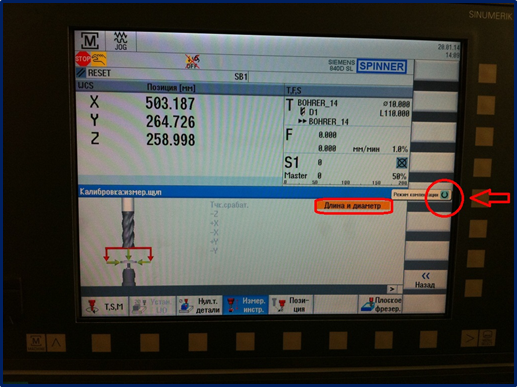
Нажимаем ЦИКЛ СТАРТ.
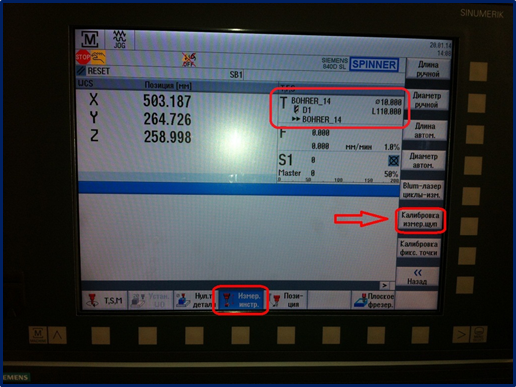
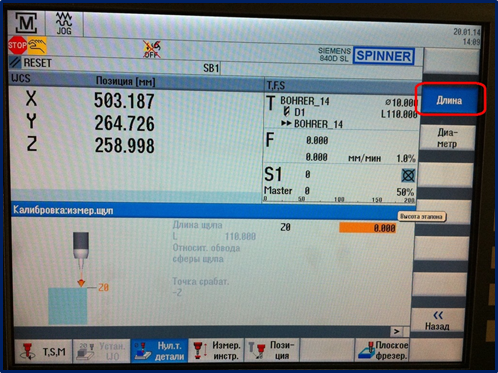
После калибровки проверяем измерение в автоматическом режиме. Например, выводим стол в любое положение и запускаем измерение длины.
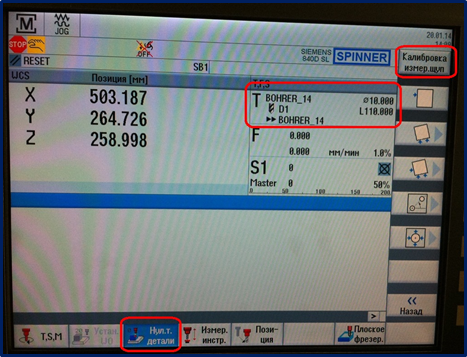
Производим калибровку щупа привязки детали. Перед этим необходимо точно вымерить вылет длины щупа и диаметр сферы. Далее измеренные величины заносим в описание инструмента. Затем выбираем щуп и производим калибровку его вылета. Для этого заходим в меню.
При измерении необходимо откалибровать щуп относительно плоскости стола станка. Производим касание плоскости стола.
Нажимаем ЦИКЛ СТАРТ! Далее производим калибровку по диаметру.
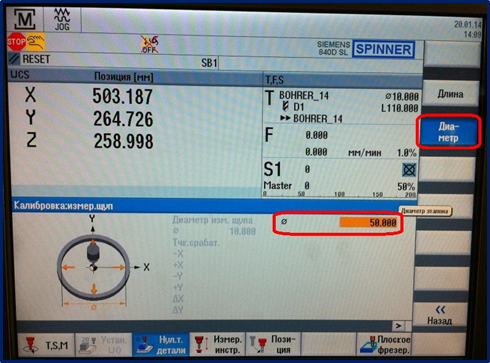
Устанавливаем калибровочное кольцо. Заводим щуп в центр и опускаем относительно верхней плоскости кольца на величину не менее диаметра сферы.
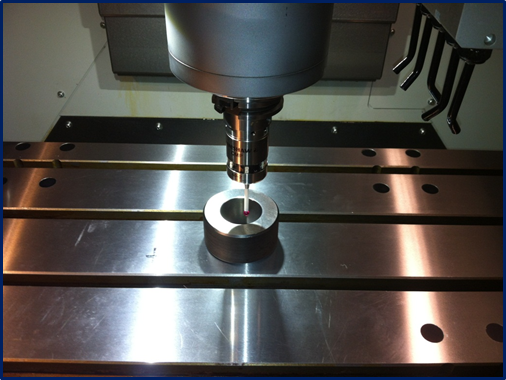
Нажимаем ЦИКЛ СТАРТ! Оборудование готово к работе
200 миллиграмм - Вчера, 12:58
Последние сообщенияНет предстоящих событий
Дни рождения сегодня

Счастливый PASSATовладелец (42 )


 программирование щупа заготовки Renishaw
программирование щупа заготовки Renishaw
Отправлено 06 Май 2008 - 09:36
Читал я все вышеизложенное долго и - Что могу сказать на практике.
1. Посмотрите пример Пример обработки и измерения Немного другой щуп и система Siemens (непринципиально)
2. Вариантов проделать измерение всего ДВА. Первый - попытаться программно применить стандартный цикл RENISHAW (скорее всего не получиться) Второй - у FANUCA есть замечательная функция - движение щупа до остановки при измерениях - то есть движетесь на G01 до остановки, снимаете соответствующие координаты после срабатывания триггера и засылаете их в соответствующие переменные. Дальше - дело техники. Если углы не нужно высчитывать - смещаете нулевую точку, если задачка сложнее - уравнение прямой по двум точкам, коэффициент к - тангенс угла наклона. Стало быть - поверните систему координат. В Simense и Heidenhaine есть такие циклы, которые можно программно использовать.
3. Из недавнего. В heidenhain решали такую задачку. Фрезеруется в подпрограмме паз с припуском (за счет коррекции на диаметр инструмента). Замеряется ширина паза щупом Renishaw (с применением стандартного цикла), вычисляется новое значение корректора, запускается еще раз эта же подпрограмма с правильным значением корректора и указанным в программе требуемым значением ширины паза. Получилось с точностью 0.002
Gentleman will walk but never run.
#20Отправлено 06 Май 2008 - 17:49
Так стандартный цикл Ренешоу так и делает, просто обычно никто не знает переменных, никто с ними не работает.
Отправлено 06 Июнь 2008 - 10:23
[quote name='Ug_user' date='May 6 2008, 12:36' post='205005']
Второй - у FANUCA есть замечательная функция - движение щупа до остановки при измерениях - то есть движетесь на G01 до остановки, снимаете соответствующие координаты после срабатывания триггера и засылаете их в соответствующие переменные. Дальше - дело техники. Если углы не нужно высчитывать - смещаете нулевую точку,
вот вопрос ,а так:
G55
G01 X0Y-51 G31 X0Y7 F15
#2001 = #5062
G10L2P2[#5062]
можно реализовать этот способ смещения.
Отправлено 17 Июль 2008 - 07:43
Набор программ EasyProbe Software приобретается отдельно или входит в комплект поставки щупа?
Отправлено 04 Декабрь 2008 - 08:37
Набор программ EasyProbe Software приобретается отдельно или входит в комплект поставки щупа?
Если нет ,то где можно ими разжиться.
Отправлено 11 Декабрь 2008 - 15:49
Коллеги, у кого есть макрос O9029 (поиск центра и диаметра по трем точкам), поделитесь
Заранее спасибо!
p.s.
работаем с mp10 на фануке
Отправлено 08 Апрель 2009 - 05:54
не уверен на все 100% - но сокрее всего циклы на разных станках чем-то отличаются, даже если они одинаковые или принцип одинаков - могут быть записаны с разными номерами 9000 программ.
общался с производителем metrol - они ответили что макросами и циклами вообще не заморачиваются - проблема производитедя станка.
Отправлено 14 Август 2009 - 07:46
Уважаемые коллеги,
Требуется обучение программированию щупа MP10 RENISHAW
О
Если комплект поставки "правильный", то вместе с измерительными циклами Renishaw всегда идет документ, который называется Руководство по программированию. В нем вполне доступно описано как использовать измерительные циклы, какие входные параметры, что можем получить в итоге. Для человека, который пишет управляющие программы, этого документы вполне достаточно (естественно, при наличии возможности "поупражняться"). Единственная проблема, что на русском языке таких документов очень мало (не для всех систем ЧПУ)
Отправлено 17 Август 2009 - 05:30
рекомендую до начала упражнений запастись запасными щупами :) у того же представительства Ренишоу в Москве.
Отправлено 27 Февраль 2010 - 11:10
не уверен на все 100% - но сокрее всего циклы на разных станках чем-то отличаются, даже если они одинаковые или принцип одинаков - могут быть записаны с разными номерами 9000 программ.
общался с производителем metrol - они ответили что макросами и циклами вообще не заморачиваются - проблема производитедя станка.
Вчера разбирался с этим вопросом, сравнивал софты для ХААС и Ф0. Номера подпрограм везде одинаковые, а вот содержание разное. Разные команды, используются разные переменные. А на уровне оператора, программа написанная для Фанука пойдет на ХААС и наоборот.
рекомендую до начала упражнений запастись запасными щупами :) у того же представительства Ренишоу в Москве.
Для обучения возьмите кусок алюминевой проволоки нарежте резьбу и вставьте в датчик. Толщину выбирайте так, что бы датчик успел сработать, до тех пор пока проволока согнется. Точности не будет, но научиться работать с программами научитесь.
Господа,напишите пожалуйста, у кого есть ренишоу, какой и как используется, или не используется. Можно в личку, статистику обещаю опубликовать. Интересует сл. информация:
Типы датчиков
Тип ЧПУ
Софт
1. easyprobe
2. Другой
Использование
1. Привязка инструмента
2. Привязка детали для обработки
3. Привязка детали для доработки
4. Измерение детали
5. Другое
Как Вы оцениваете полезность Ренишоу?
не уверен на все 100% - но сокрее всего циклы на разных станках чем-то отличаются, даже если они одинаковые или принцип одинаков - могут быть записаны с разными номерами 9000 программ.
общался с производителем metrol - они ответили что макросами и циклами вообще не заморачиваются - проблема производитедя станка.
Вчера разбирался с этим вопросом, сравнивал софты для ХААС и Ф0. Номера подпрограм везде одинаковые, а вот содержание разное. Разные команды, используются разные переменные. А на уровне оператора, программа написанная для Фанука пойдет на ХААС и наоборот.
рекомендую до начала упражнений запастись запасными щупами :) у того же представительства Ренишоу в Москве.
Для обучения возьмите кусок алюминевой проволоки нарежте резьбу и вставьте в датчик. Толщину выбирайте так, что бы датчик успел сработать, до тех пор пока проволока согнется. Точности не будет, но научиться работать с программами научитесь.
Господа,напишите пожалуйста, у кого есть ренишоу, какой и как используется, или не используется. Можно в личку, статистику обещаю опубликовать. Интересует сл. информация:
Типы датчиков
Тип ЧПУ
Софт
1. easyprobe
2. Другой
Использование
1. Привязка инструмента
2. Привязка детали для обработки
3. Привязка детали для доработки
4. Измерение детали
5. Другое
Как Вы оцениваете полезность Ренишоу?
Отправлено 11 Май 2011 - 12:24
Добрый день, Tikito!
С прошлого года мы занимаемся поставками фрезерных станков AWEA.
На сайте я прочел вы испытывали проблемы в работе с этим оборудованием.
Мы имеем 5-ти летний опыт поставок, ремонта и наладки тайваньских станков с ЧПУ.
Буду рад Вам помочь, если у Вас возникнут еще проблемы.
Где-то советом, где-то делом.
Буду сильно благодарен, если сообщите на каком предприятии установлен Ваш станок.
Мы преследуем цель осуществлять поддержку Заказчиков у которых уже установлено оборудование.
С уважением,
Кирилл Васильевич Косолапов
Начальник отдела токарного
и фрезерного оборудования
Компания ПроТехнологии
Тел. +7-812-318-75-58
Тел.моб. +7-981-744-50-72
www.protechnolog.ru
skype: koskirill
Отправлено 24 Июнь 2011 - 10:10
Добрый день, Tikito!
С прошлого года мы занимаемся поставками фрезерных станков AWEA.
На сайте я прочел вы испытывали проблемы в работе с этим оборудованием.
Мы имеем 5-ти летний опыт поставок, ремонта и наладки тайваньских станков с ЧПУ.
Буду рад Вам помочь, если у Вас возникнут еще проблемы.
Где-то советом, где-то делом.
Буду сильно благодарен, если сообщите на каком предприятии установлен Ваш станок.
Мы преследуем цель осуществлять поддержку Заказчиков у которых уже установлено оборудование.
С уважением,
Кирилл Васильевич Косолапов
Начальник отдела токарного
и фрезерного оборудования
Компания ПроТехнологии
Тел. +7-812-318-75-58
Тел.моб. +7-981-744-50-72
www.protechnolog.ru
skype: koskirill
Если уж некропостить, то без рекламы. А если с рекламой - то такие вещи в личку пишут. ИМХО
Отправлено 11 Январь 2012 - 05:08
Такой вопрос, номера циклов, переменных и т.д. программирования щупа для Sinumerik'a будут одинаковыми для всех станков и версий ЧПУ или всё-таки будут различия.
Проблема в том, что в документации к станку был томик "измерительных циклов", но на немецком языке и боюсь, что не все осилят этот труд.
Может у кого есть для 840D или ссылка? Или кто сталкивался с этим
Нашёл ещё вот такую ссылку:
http://iadt.siemens. M_0406_free.pdf
у них записана версия обеспечения 6.3, в нашей немецкой просто 6, можно ли пользоваться более поздней?
Сообщение отредактировал powisel: 16 Январь 2012 - 01:35
#32Отправлено 28 Январь 2012 - 18:24
powisel. измерительные циклы разрабатывает производитель станка ибо там много зависит от интерфейса и конфигурации конкретной машины. У Сименса могут быть только функции, определяющие перемещение по оси до срабатывания датчика щупа. А переменные, хранящие координаты срабатывания, пересчет на величину гистерезиса и пр. - прерогатива производителя станка.
По крайней мере у Millturn австрийской так.
Господа,напишите пожалуйста, у кого есть ренишоу, какой и как используется, или не используется. Можно в личку, статистику обещаю опубликовать. Интересует сл. информация:
Типы датчиков
Тип ЧПУ
Софт
1. easyprobe
2. Другой
Использование
1. Привязка инструмента
2. Привязка детали для обработки
3. Привязка детали для доработки
4. Измерение детали
5. Другое
Как Вы оцениваете полезность Ренишоу?
По пунктам:
Renishaw
Sinumeric, Philips, Mazatrol
UG NX2
Использование - 2, 3, 4 пункты. для инструмента есть свои системы
Renishaw - must have!
Отправлено 11 Апрель 2012 - 16:57
Немножко не по теме, но тем не менее. Подскажите, если не секрет, какой у Вас парк токарных станков? Хочу расширить свой кругозор, так-как есть желание приобрести токарный. Честно говоря, поглядываю на SL20, но на практике не сталкивался. Посему интересно как он в сравнении с другими одноклассниками.
Доброго времени суток! У нас есть SL-20 со стойкой Mitsubishi M-70. Машина хорошая, кроме защитных кожухов. После непродолжительной работы(1год), защита разъехалась. Пришлось дорабатывать. А так всё ОК!
Отправлено 14 Июнь 2012 - 04:04
Подскажите сколько стоит датчик ренишоу?
Отправлено 14 Июнь 2012 - 06:10
Подскажите сколько стоит датчик ренишоу?
Порядка 240000-300000 рублей, точно не помню. Хайденхайновские щупы дешевле.
Чем больше ты знаешь-тем больше ты стоишь.
#36Отправлено 14 Июнь 2012 - 08:23
#37Отправлено 09 Сентябрь 2012 - 18:10
Здравствуйте коллеги.Фирма где купили станок, установили его и запустили.Стоит система Renishaw датчик OMP60 и безконтактный измеритель NC4.Никакой документации по Renishaw нет.Пожалуйста помогите найти документацию,особено руководство по программированию и инфу по макросам какой и за что отвечает.Заранее благодарен.Станок Microcut vm1600,стойка Fanuc 21i M.
Отправлено 28 Сентябрь 2012 - 12:54
Здравствуйте коллеги.Фирма где купили станок, установили его и запустили.Стоит система Renishaw датчик OMP60 и безконтактный измеритель NC4.Никакой документации по Renishaw нет.Пожалуйста помогите найти документацию,особено руководство по программированию и инфу по макросам какой и за что отвечает.Заранее благодарен.Станок Microcut vm1600,стойка Fanuc 21i M.
#39Отправлено 18 Июнь 2013 - 17:21
у вас есть компакт диск inspection plus?
Ничто не истинно ,всё дозволено
#40Отправлено 09 Сентябрь 2015 - 09:31
Очень очень нужно глянуть программы, которые на диске Renishow макросы О9810 и т. д. где их найти? уже неделю потратил, по всем форумам искал, никакой информации, помогите.
Вопрос в том, что есть измерительная головка marposs T25 и какие то макросы в стойке с номерами О9100 и др. я так понимаю что измерительные макросы, но какие именно понять не могу, мне бы взять макросы у ренишоу и сравнить со своими.









0 пользователей, 0 гостей, 0 анонимных
Ответить цитируемым сообщениям Очистить
Community Forum Software by IP.Board
Лицензия зарегистрирована на: CAD/CAM/CAE Russian Community Board








