









 Рейтинг: 4.4/5.0 (1920 проголосовавших)
Рейтинг: 4.4/5.0 (1920 проголосовавших)Категория: Инструкции
В последнее время традиционные чугунные и стальные трубопроводы все интенсивнее заменяют более современной продукцией химической промышленности – поливинилхлоридн ыми и полипропиленовым и трубами. Но новые материалы требуют иной технологии соединения труб, и самой эффективной в данном случае является пайка.
![]()

Пайка полипропиленовых труб своими руками
Обратите внимание! Температура пайки, влияющая на качество соединения, зависит от размеров изделий – это можно увидеть в приведенной ниже таблице.
![]()

Содержание пошаговой инструкции:
Этап 1. Выбор пропиленовых трубПолипропиленовые трубы, маркировка
Характеристики и назначение
технические характеристики приемлемы для холодного водоснабжения до 20 градусов тепла, полов теплой системы до 45 градусов, при рабочем давлении — 1 МПа
характеристики определяют использование как для горячего (до 60 градусов тепла), так и холодного водоснабжения, номинальное рабочее давление — 1,6 МПа
технические характеристики этого вида труб разрешают использование в системах горячего водоснабжения температурой до 95 градусов, номинальное давление – 2 МПа
армированная труба полипропиленовая: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов тепла, номинальное давление — 2,5 МПа
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения. Основным критерием деления является предельно допустимая температура рабочей среды. В связи с этим выделяют трубы для горячего, холодного, а также смешанного водоснабжения.
![]()

Шаг 2. Далее выбираются соединительные фитинги. Обычно ПП трубы используют в водоснабжении, поэтому при работе будем ориентироваться именно на него.
![]()

Фитинги для полипропиленовых труб
Чтобы определить точное количество необходимых труб и фитингов, измеряется помещение и составляется его примерный план. В последнем обозначаются размеры будущей магистрали и все ее элементы.
После покупки всех комплектующих можно приступать к следующему этапу.
![]()

Принцип пайки заключается в нагреве концов соединяемых труб до требуемой температуры и последующей их фиксации. Для этого понадобится специальный прибор – сварочный аппарат.
Он может быть трех видов:
![]()

Конструкция паяльника для полипропиленовых труб с платформой в виде цилиндра
![]()

![]()

Паяльник для полипропиленовых труб
Помимо самого аппарата, в работе потребуются:
![]()

Ножницы для резки полипропиленовых труб
![]()

![]()

Зачистка для полипропиленовых труб
О выборе насадок![]()

Насадки на паяльник для спайки пластиковых труб
Нагревающие насадки должны соответствовать сечению соединяемых труб. Для этого нужно обратить внимание на определенные параметры:
Большинство сварочных аппаратов совместимо сразу с несколькими различными насадками, что крайне удобно при обустройстве сложных магистралей.
В каждой насадке есть сразу два конца – один предназначается для нагрева внешней поверхности изделий, другой – для внутренней. Все насадки покрываются тефлоновым напылением, что предотвращает налипание расплавленного напыления. Размеры насадок колеблются между 2 см и 6 см, что полностью совпадает с распространенным и сечениями труб.
Пайка полипропиленовых труб своими руками![]()

Пайка полипропиленовых труб своими руками
Когда план составлен, а все комплектующие приобретены, остается лишь тщательно убрать помещение. Особое внимание нужно уделить пыли, ведь даже самые мелкие частицы, оседая на швах, могут запросто нарушить герметичность.
![]()

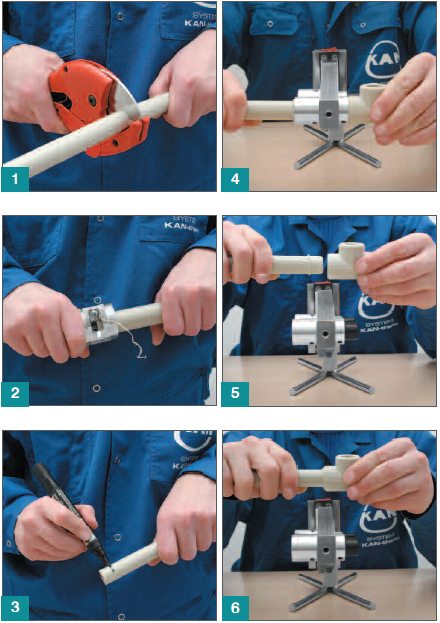
Отметка глубины погружения
Вначале насадка вставляется в гнездо, после чего включается аппарат. Дальнейшие действия зависят от выбранной методики пайки, поэтому рассмотрим их (методики) более детально.
Способ №1. Диффузионная пайка![]()

При использовании этой технологи сварки материал соединяемых деталей обоюдно проникает друг в друга, а после остывания образует монолитный элемент. Один из самых распространенных способов обработки, который, тем не менее, приемлем лишь для однородных материалов.
Обратите внимание! В данном случае температура пайки достигает 265?С. Именно при такой температуре плавится полипропилен.
Видео – Диффузионная пайка ПП труб Способ №2. Раструбная пайкаПри сварке раструбным способом используются сварочные аппараты с различным сечением насадок. Сама процедура выглядит достаточно просто.
Шаг 1. Вначале нарезаются участки труб необходимой длины. Важно, чтобы обрезка проходила исключительно под прямым углом.
Шаг 2. Торцы изделий зачищаются шейвером (если используются армированные трубы).
![]()

Торцы изделий зачищаются шейвером
Шаг 3. Торцы вставляются в насадку соответствующего сечения, прогреваются до температуры плавления и соединяются.
Обратите внимание! Крайне важно, чтобы при остывании трубы не меняли своего положения.
Способ №3. Стыковая пайка![]()

Промышленный аппарат для стыковой сварки пластиковых труб
Данный способ целесообразен при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы нарезаются на участки необходимой длины, а торцы тщательно зачищаются.
Далее соединение прогревается так называемым сварочным зеркалом, после чего элементы плотно состыковываются друг с другом. Прочность узла, достигаемая при этом, не должна уступать самим изделиям.
Способ №3. Муфтовая пайка![]()

При муфтовом способе сварки между соединяемыми элементами вводится дополнительная деталь – муфта. Разогревание происходит прежним образом, вот только греются не участки магистрали, а лишь элементы соединения.
Способ №4. Полифузионная пайкаРазновидность диффузной технологии, отличающаяся тем, что расплавляется всего один из двух соединяемых элементов.
Способ №5. «Холодная» пайка ПП труб![]()

Холодная пайка ПП труб
Данный метод сварки предусматривает нанесение на соединяемые трубы специального клеящего состава. Характерно, что применение «холодной» сварки допустимо лишь в тех магистралях, в которых давление рабочей жидкости незначительно.
![]()

На оба среза нанести клей «Холодная сварка» и плотно прижать края друг к другу, удерживая 15 секунд
Контроль качестваПри перегреве или соединении труб небольшого диаметра возникает риск образования наплывов на внутренней поверхности. Эти наплывы будут препятствовать свободному передвижению рабочей жидкости при эксплуатации.
![]()

Чтобы избежать этого, необходимо проверить соединение на предмет подобных дефектных участков. Место соединения необходимо продуть, и если воздух будет беспрепятственно проходить, то сварка однозначно вышла очень качественной.
![]()

Спайка полипропиленовых труб
Обратите внимание! После этого необходимо проверить герметичность соединения – для этого через спаянные элементы пропускается небольшое количество воды.
Важные правила пайки полипропиленаДля качественного и герметичного соединения необходимо придерживаться определенных правил.
![]()

Оба элемента должны нагреваться одновременно
На вопрос, какая главная проблема при обустройстве пластикового трубопровода, любой специалист ответит: пайка в труднодоступных местах. Для выполнения этой процедуры конструкция разбивается на несколько участков.
В первую очередь монтируется неудобный большой участок. Желательно сформировать его отдельно, а уже потом установить на стационарное место.
![]()

Трубы пп для водопровода
После крепления проблемного участка устанавливаются более мелкие и, соответственно, простые в установке элементы. Это мероприятие нужно проводить минимум вдвоем.
Видео – Монтаж в труднодоступных местах Типичные ошибки при пайке пластиковых труб![]()

Крепеж трубы с фиксатором
![]()

Крепеж трубы с фиксатором
Видео – Технология пайки ПП труб ИтогиНавыки в пайке ПП труб придут со временем. Ничего сложного здесь нет, хотя поначалу и будут испорчены несколько муфт и один-два десятка метров труб. И это не страшно, ведь стоят они не так дорого; по крайней мере, автономность от сантехников стоит дороже.

Практически каждый хозяин собственного дома обустраивает в своем жилище погреб — место, где можно хранить консервацию, продукты с огорода, сезонные вещи. В правильно обустроенном погребе за счет близости к земле всегда сохраняется низкая температура …

Гараж — это многофункциональное помещение. В нем можно ставить и ремонтировать авто, конструировать и изготавливать своими руками различные вещи и механизмы.
Что такое верстак
Если человек любит проводить время в гараже, занимаясь ремонтными …

Сооружение лестницы в доме – процесс непростой, но выполнимый. Основная сложность заключается в расчетах угла наклона и параметров пролета, ведь от этого зависит не только удобство эксплуатации, но и долговечность конструкции. Прочная и красивая лест…

Полифункциональность откатных ворот позволяет использовать их не только в производственных, но и жилых зданиях. При желании их можно сделать своими руками. Ознакомившись с данной статьей, вы получите рекомендации по подготовке проема, строительстве ф…

Если вы содержите кур и цыплят на участке только в летнее время, то озадачиваться по поводу строительства прочного долговечного курятника не стоит. Но в случае содержания птицы в течение всего года всерьез задумайтесь над тем, как сделать курятник св…

Устройство наружной канализации на дачном участке зачастую не требует специальных знаний, главное – это правильно выбрать место и составить простой чертеж. Построить по чертежу туалет на даче своими руками будет нетрудно, если придерживаться технолог…



















С применением новых материалов для производства водопроводных труб бытового назначения значительно упростился процесс их монтажа. Благодаря этому все большую популярность завоевывают полипропиленовые водопроводы, уверенно вытесняя стальные и чугунные. Статья будет посвящена тому, как производится пайка полипропиленовых труб своими руками.
Обладая знаниями по технологии их соединения, требований к монтажу, а также имея необходимый комплект инструментов и деталей, вполне можно самому выполнить установку водопроводной или канализационной системе в доме или квартире. Об этом и поговорим ниже.

На фото — как соединить самостоятельно ПП трубы
Материалы и инструментыОт качества используемых деталей и инструментов зависит длительность безаварийной эксплуатации системы из полипропиленовых (ПП) труб. Подбор труб и соединительных частей надо делать с учетом вида водоснабжения (холодное или горячее). Для выпускаемых труб ПП сейчас действует следующая классификация:
Применяются только для подачи холодной воды. Допустимый температурный режим эксплуатации в пределах от 0 до 40°С. Цена изделий самая дешевая.
Используются для ХВС и ГВС. Стенки трубы усилены стекловолокном.
Используют для монтажа отопительных систем. Выдерживают температуру теплоносителя до + 95 °С (некоторые модификации устойчивы к кратковременному воздействию до + 110 °C).

PN10 – для холодного водоснабжения
Для обеспечения соединений и разветвлений водопроводной системы используют специальные детали:

Композитное изделие PN25

На фото — полипропиленовые фитинги
Совет: учтите, что каждая из деталей имеет определенное предназначение и может использоваться в конструкции трубопровода совместно с другими, в зависимости от необходимости.
Соединение ПП с другими элементами и между собой происходит с помощью сварки.
Для выполнения этого процесса необходимы следующие инструменты:

Паяльник для полипропиленовых труб своими руками с насадки
Исходя из материала и диаметра труб, подбирается соответствующий аппарат.
В настоящее время распространены следующие виды:

Из чего состоит ручной паяльник для труб из полипропилена
Для пайки труб малого диаметра используют паяльники с ТЭН и специальными насадками, обеспечивающими равномерный прогрев труб ПП в месте соединения.
Насадки для пайкиНасадки для паяльников должны удовлетворять следующим техническим требованиям:
Почти у всех сварочных устройств предусмотрена возможность установки одновременно нескольких насадок. Это ускоряет ход монтажных работ – нет необходимости ждать остывания паяльника для замены насадки.

Изделие состоит из двух элементов — для наружного (гильза) и внутреннего прогрева (дорн) поверхности трубы ПП.
Материалом для изготовления может быть любой металлический сплав, отвечающий вышеописанным требованиям. Во избежание налипания разогретой пластмассы на поверхность насадки, ее покрывают тефлоном.
Совет: помните, что размеры насадок индивидуальны для труб разных диаметров.
Подготовительные работыПеред началом сварки труб необходимо провести работы, направленные на обеспечение соблюдения технологии пайки:
После выполнения этих мероприятий можно приступать непосредственно к монтажу.

Диффузный метод сварки ПП трубопровода
Технология сваркиМетод основан на встречном проникновении материалов двух соединяемых элементов при нагреве. Именно благодаря диффузии происходит прочное соединение труб ПП на молекулярном уровне.
Совет: такой способ актуален для сварки элементов только из однородных материалов.
Осуществляется он с помощью сварочных устройств различных типов. Главная задача – добиться, чтобы температура пайки полипропиленовых труб своими руками достигла + 260 °С.
РаструбныйВ основе процесса лежит использование сварочных устройств с насадками.

Раструбный вариант соединения
Нагрев и соединение элементов трубопровода происходит поэтапно:
Труба обрезается до заданного размера. Если она армированная, то необходима зачистка сварочных торцов.Срез трубы должен быть строго под углом 90° для обеспечения максимальной контактной плоскости при сварке. На поверхности трубы наносится разметка, соответствующая глубине сварки.
Одновременно вставляются свариваемые элементы трубопровода в дорн и в гильзу. Здесь они находятся определенное время для прогрева (время выдержки зависит от характеристик материала труб, их диаметра и мощности паяльника), а затем нагретые торцы соединяются между собой.
Дайте время остыть конструкции, не прилагая при этом механического воздействия на нее, так как это может помешать процессу сплавления разогретых частей трубопровода.
ВыводНовые материалы дают сегодня возможность домашним мастерам самостоятельно изготавливать системы водопровода и отопления, используя минимальный набор инструментов. В нашем случае речь шла о паяльнике для работы с ПП трубами, с помощью которого при определенной сноровке можно забыть о наемных работниках.
В статье было рассказано о том, что он собой представляет и каким им пользоваться. Видео в этой статье поможет найти вам дополнительную информацию по этой тематике.
 Монтируя при ремонте в квартире водопровод, узнать, как пользоваться паяльником для полипропиленовых труб – значит облегчить себе жизнь и предстоящие работы. Если, конечно, вы выбрали для проведения воды именно этот тип деталей.
Монтируя при ремонте в квартире водопровод, узнать, как пользоваться паяльником для полипропиленовых труб – значит облегчить себе жизнь и предстоящие работы. Если, конечно, вы выбрали для проведения воды именно этот тип деталей.
Впрочем, сколько-нибудь существенного конкурента современному материалу полипропилену нынче не найдено: сталь не просто вышла из моды, но и отстала по всем показателям, медь дорога и сложна в монтаже, полиэтилен не годится для горячей подводки, а металлопластик, при равных с полипропиленом характеристиках стоит дороже. К тому же, если вы решили в целях экономии частично смонтировать водопровод из полиэтиленовых труб, паяльник для полипропилена справится и с этой задачей.
Как пользоваться паяльником для полипропиленовых труб? Об этом нередко довольно подробно рассказывается в инструкции. Однако не всем везет: если у вас в руках инструмент китайского производства, руководство по эксплуатации частенько подходит для цитирования в качестве анекдота. Так что лучше перестраховаться и заранее разузнать, что вам предстоит делать.

Как выбрать паяльник
Не каждый домашний мастер станет покупать себе такой инструмент. Стоит он недешево, а в большинстве случаев нужен лишь однократно. Однако даже если вы берете паяльник для полипропиленовых труб напрокат (это зачастую можно сделать прямо в магазине, где вы их покупаете), нужно знать, на что ориентироваться при выборе. Тем более это важно, если вы все же решите обзавестись своим собственным инструментом. Важными факторами, на которые следует опираться, являются следующие.
Мощность аппарата. От нее зависит диаметр труб, с которыми вы сможете работать. Так, паяльник Cobra с мощностью в 1,5 кВТ может обрабатывать расходники от 20 до 50 мм, а Энергомаш, потребляющий 1,7 – до 63. Хотя точной прямой зависимости нет, поскольку вроде бы маломощный Дитрон TraceWeld PROFI blue со своими 850 Вт тоже вполне справится с трубой в 63 мм. Однако мощность влияет и на скорость спайки, так что все же этот показатель является приоритетным.
Для небольших объемов работ подойдет и маломощный, а вот если вы собираете водопроводную систему полностью, нужен более действенный аппарат, к примеру, Valtec 1500 W, существенно сократит временные затраты на монтаж.
Наличие и количество насадок. В любой водопроводной системе стыкуются трубы разного диаметра. Зная свою схему, обязательно прикиньте, все ли нужные вам диаметры присутствуют в предлагаемом наборе. Если же вы хотите купить паяльник, выбирайте модель, в которой можно параллельно устанавливать сразу 2. В случае покупки обратите внимание и на материал, из которого сделаны насадки: надежнее и долговечнее тефлоновые и с металлизировано-тефлоновым покрытием (Candan, Dytron). Для тех, кто берет аппарат в аренду, это несущественно.
Страна-производитель. Опять же, этот параметр важен только для покупателя. Смело выбирать можно среди чешских заводов, хотя цена будет, конечно, повыше инструментов с более скромным происхождением. Турецкие паяльники встречаются и вполне сравнимые с чешскими, и откровенно некачественные. Каждую приглянувшуюся модель придется тщательно изучать по отзывам. Ну, а Китай – это Китай. Цена предельно демократична, качество непредсказуемо.

Если технологическая пауза окажется большей, чем нужно, нагревать элементы еще раз и пытаться соединить их заново бесполезно – полипропилен сильно растягивается и образующийся шов будет весьма ненадежен. Признаком того, что вы сделали все правильно, является появление двух пластиковых колец. В случае оплошности кусок трубы обрезается, и спайка проводится на новом участке.

 Старые системы водопровода и отопления со временем приходят в негодность и требуют замены труб. Металлические — стальные трубы сейчас для этого практически не используют, а нержавеющие или из медных сплавов стоят сумасшедших денег.
Старые системы водопровода и отопления со временем приходят в негодность и требуют замены труб. Металлические — стальные трубы сейчас для этого практически не используют, а нержавеющие или из медных сплавов стоят сумасшедших денег.
Оптимальным видится вариант использования пластиковых полипропиленовых труб – они самые дешевые из всех представленный в продаже, но вместе с тем отличаются завидными эксплуатационными характеристиками.
Но главное достоинство – научиться, как паять полипропиленовые трубы, может быстро даже совсем неподготовленный человек. Таким образом, можно немало сэкономить на проведении работ.
Технические характеристики труб
Полипропиленовые трубы промышленностью выпускаются с диаметрами от 20 и до 110 миллиметров.
Обязательным элементом маркировки конкретного изделия является индекс PN– показатель максимального давления в системе, от чего зависит и целевое предназначение:
Они могут иметь внутреннее армирование, выполненное из алюминиевой фольги или полимерное – полиэтиленовое или стекловолоконное, расположенное у внешней поверхности, в толще стенки или по внутреннему обводу.
Главное назначение, помимо повышения прочности стенок – снижение величины линейного расширения при перепадах температуры, которое на прямых участках может быть достаточно значительным.
Главные преимущества системы, смонтированной:
Самое главное – иметь прибор, который называют или сварочным аппаратом, или паяльником.
Если такого в личном пользовании нет, и установка лишь разовое явление, то можно попросить его у знакомых или же взять в аренду в строительном магазине – это совсем недорого. Обязательно проверить комплектность, чтобы были насадки требуемого диаметра.

Резку, по идее, можно проводить ножовкой по металлу или даже с использованием «болгарки», но наилучший вариант – наличие специальных ножниц.
Очень часто они входят в комплект паяльного аппарата. Лезвия трубореза должны быть хорошо отточены и не иметь люфта – срез будет ровный и гладкий, сразу готовый к сварке.
В случае когда приобретены трубы с внешним алюминиевым армированием, потребуется специальный инструмент для их зачистки (шайбер или торцеватель). Он также будет необходим для сварки труб диаметром 40 мм и выше.
Остальное – как обычно, разметочный инструмент (рулетка, угольник), маркер или карандаш. Чтобы не обжечь рук работу можно проводить в рукавицах.
Часто требуется крепление к стене при помощи клипсов. Это значит, что потребуется дрель или перфоратор.

какой температурой паять полипропиленовые трубы
Это, пожалуй, самый распространенный и доступны способ, несмотря на замысловатость названия. Заключается он в равномерном одновременном нагреве обоих труб до плавления поверхностей соприкосновения, с последующим их соединением с полной полимеризацией шва.
Видео как паять своими руками:
Для этого используют паяльник с насадками необходимого диаметра (гильзой и дорном). После их установки аппарат включается в сеть и прогревается до нужной температуры (примерно 260 градусов). В течение всего процесса работы паяльник остается включенным.
На подготовленном к пайке отрезке делается маркером отметка глубины сварного шва (указана в таблице). Кроме того, если имеет значение взаимное расположение трубы и фасонного элемента, правильная позиция отмечается риской.

При использовании PN20 или 25, с внешним фольгированием, производится их зачистка до полного упора в зачистное приспособление (шайбер). Отметку глубины пайки в данном случае делать не надо.
На дорн прогретого паяльника одевается фасонный элемент до упора, а с другой стороны в гильзу вставляется отрезок до нанесенной отметки.
Время прогрева для разных диаметров различается – можно ознакомиться в таблице. Отсчет секунд начинают только после полного вдевания.
Глубина сварного шва, мм
 После прогрева элементы одновременно снимаются с паяльника и соединяются на всю глубину прогрева. Необходимо сразу придать деталям нужную ориентацию по заранее нанесенной риске – проворачивать их запрещено.
После прогрева элементы одновременно снимаются с паяльника и соединяются на всю глубину прогрева. Необходимо сразу придать деталям нужную ориентацию по заранее нанесенной риске – проворачивать их запрещено.
Легкая корректировка соосности допустима лишь в течение 1-2 секунд. Они сжимаются и удерживаются с усилием около 20 секунд. По прошествии времени полной полимеризации стык считается готовым к эксплуатации.
Если появляются сомнения в качестве сделанного шва – лучше сразу его вырезать и сделать новый – после монтажа системы это будет исполнить намного сложнее.
Пайка с помощью электрофитингаЕще на стадии производства в него впаяна нагревательная спираль с контактными выводами. Стоит лишь собрать узел и подключить контактную группу к клеммам специального аппарата.
Автоматика проведет прогрев и выключится в необходимый момент. Визуальный контроль осуществляется с помощью специальных отверстий в элементе – через них выступит расплавленный материал.
Способ очень надежный и быстрый, но доступным его не назовёшь. Им пользуются, в основном, крупные строительные организации, проводящие большие объемы работ.
«Холодная» сварка полипропиленаПодготовка элементов ничем не отличается от метода полифузной сварки, но детали не прогреваются, а промазываются на глубину соединения специальным составом.
Происходит размягчение структуры, после чего детали соединяются в нужном положении и удерживаются 15 – 20 секунд. Эксплуатация подобной системы возможна не ранее, чем через час после соединения последнего стыка. Еще одно ограничение – этот метод приемлем лишь на системах холодного водоснабжения.
Типичные ошибки при сварке ППИтак, ознакомившись, как правильно паять полипропиленовые трубы, и поняв, что особой сложности это не представляет, можно планировать работу. При соблюдении технологии и должной аккуратности в процессе пайки, все должно получиться.

.png)






