




 Рейтинг: 4.9/5.0 (1749 проголосовавших)
Рейтинг: 4.9/5.0 (1749 проголосовавших)Категория: Инструкции
Настоящийстандарт устанавливает основные положения по организации, проведению иоформлению результатов входного контроля сырья, материалов, полуфабрикатов икомплектующих изделий (далее - продукция), используемых для разработки,производства, эксплуатации и ремонта промышленной продукции.
1.2. Входнойконтроль проводят на предприятиях (в объединениях) и в организациях,разрабатывающих и изготовляющих промышленную продукцию, а также осуществляющихее ремонт.
1.4. Входной контрольосуществляют по параметрам (требованиям) и методам, установленным в НТД наконтролируемую продукцию, договорах на ее поставку и протоколах разрешения.
1.5.Номенклатуру продукции, контролируемые параметры (требования), вид контроля иобъем выборки или пробы определяют, исходя из стабильности качества продукциипоставщиков, степени освоения новых видов продукции, важности данного параметра(требования) для функционирования выпускаемой продукции, и устанавливают вперечне продукции, подлежащей входному контролю.
1.6. Разделыперечня разрабатывают:
1)конструкторские службы предприятия по изделиям, предназначенным длякомплектации;
2)технологические службы предприятия - по сырью, материалам и полуфабрикатам.
1.7. Перечнипродукции, подлежащей входному контролю, согласовывают с отделом техническогоконтроля (ОТК), метрологической службой, а также с Государственной приемкой и(или) представительством заказчика* и утверждают:
1) главныйконструктор предприятия-разработчика - при разработке опытных образцовпродукции;
2) главныйинженер предприятия-потребителя - при производстве и ремонте.
* Здесь и далее по тексту - при наличии этих органов напредприятии.
1.8. Переченьпродукции, подлежащей входному контролю, должен содержать:
1) наименование,марку (чертежный номер) и тип контролируемой продукции;
2) обозначениеНТД, требованиям которой должна соответствовать продукция (реквизиты договорана поставку или протокола разрешения);
3)контролируемые параметры (требования) или пункты НТД (договора, протоколаразрешения), в которых они установлены;
4) вид контроля,объем выборки или пробы, контрольные нормативы, разрешающие правила;
5) средстваизмерения или их технические характеристики;
7) указания омаркировке (клеймении) продукции по результатам входного контроля;
8) допустимыйрасход ресурса при входном контроле (расход ресурса должен быть минимальным).
Принеобходимости в перечень допускается включать требования или указания,отражающие особенности продукции.
1.9. Входнойконтроль продукции устанавливают сплошным или выборочным. При установлениивыборочного контроля планы контроля и правила приемки должны соответствоватьустановленным в НТД на продукцию.
Примечание. Для электрорадиоизделий с индексом «ОС»обязателен сплошной входной контроль.
1.10. Принеобходимости потребитель может проводить дополнительные проверки продукции, непредусмотренные установленными требованиями. Объем и методы провероксогласовываются между потребителем и поставщиком, а также с Государственнойприемкой и (или) представительством заказчика.
При входномконтроле допускается проводить тренировки комплектующих изделий в условиях ирежимах, предусмотренных НТД, при этом в перечне продукции, подлежащей входномуконтролю, должны быть соответствующие указания.
1.12. Решение обужесточении, ослаблении или отмене входного контроля принимает потребитель посогласованию с Государственной приемкой и представительством заказчика наоснове результатов входного контроля за предшествующий период или результатовэксплуатации (потребления) продукции.
2.1. Входнойконтроль проводит подразделение входного контроля, входящее в состав службытехнического контроля предприятия (объединения).
2.2. Основнымизадачами входного контроля являются:
1) проверканаличия сопроводительной документации на продукцию, удостоверяющей качество икомплектность продукции;
2) контрольсоответствия качества и комплектности продукции требованиям конструкторской инормативно-технической документации и применения ее в соответствии спротоколами разрешения;
3) накоплениестатистических данных о фактическом уровне качества получаемой продукции иразработка на этой основе предложений по повышению качества и, принеобходимости, пересмотра требований НТД на продукцию;
4) периодическийконтроль за соблюдением правил и сроков хранения продукции поставщиков.
Рабочие места иперсонал, осуществляющий входной контроль, должны быть аттестованы вустановленном порядке.
Средстваизмерений и испытательное оборудование, используемое при входном контроле,выбирают в соответствии с требованиями НТД на контролируемую продукцию и ГОСТ8.002-86. Если метрологические средства и методы контроля отличаются отуказанных в НТД, то потребитель согласовывает технические характеристикииспользуемых средств и методы, контроля с поставщиком, Государственной приемкойи (или) с представительством заказчика.
Для проведенияиспытаний, проверок и анализов, связанных с входным контролем, продукция можетбыть передана в другие подразделения предприятия (лаборатории,контрольно-испытательные станции и др.).
3.1. К входномуконтролю допускается продукция, принятая ОТК, представительством заказчика,Государственной приемкой предприятия-поставщика и поступившая ссопроводительной документацией, оформленной в установленном порядке.
3.2. Припроведении входного контроля необходимо:
1) проверитьсопроводительные документы, удостоверяющие качество продукции, изарегистрировать продукцию в журналах учета результатов входного контроля (приложение 1 );
2)проконтролировать отбор складскими работниками выборок или проб, проверитькомплектность, упаковку, маркировку, внешний вид и заполнить акт отбора выборокили проб;
3) провестиконтроль качества продукции по технологическому процессу входного контроля илипередать в соответствующее подразделение выборки или пробы для испытаний(анализов).
3.3.Подразделение, получившее на испытания (анализ) выборки или пробы, проводитиспытания в установленные сроки и выдает подразделению входного контролязаключение о соответствии испытанных выборок или проб установленнымтребованиям.
3.4. Результатыиспытаний или анализов (физико-механических свойств, химического состава,структуры и т. п.) должны быть переданы в производство вместе с провереннойпродукцией.
3.5. Впроизводство должна передаваться принятая по результатам входного контроляпродукция с соответствующей отметкой в учетных или сопроводительных документах.
Допускаетсямаркировка (клеймение) принятой продукции.
3.6. Продукция,поступившая от предприятия-поставщика до проведения входного контроля, должнахраниться отдельно от принятой и забракованной входным контролем.
3.7.Забракованная при входном контроле продукция должна маркироваться «Брак» инаправляться в изолятор брака.
4.1. По результатамвходного контроля составляют заключение о соответствии продукции установленнымтребованиям и заполняют журнал учета результатов входного контроля.
4.2. Всопроводительных документах на продукцию делают отметку о проведении входногоконтроля и его результатах, маркируют (клеймят) продукцию, если этопредусмотрено перечнем продукции, подлежащей входному контролю.
4.3. Присоответствии продукции установленным требованиям подразделение входногоконтроля принимает решение о передаче ее в производство.
При выявлении впроцессе входного контроля несоответствия установленным требованиям продукциюбракуют и возвращают поставщику с предъявлением рекламации.
Принеоднократном получении недоброкачественной продукции или получении ее вкрупных размерах потребитель сообщает об этом в территориальный органПрокуратуры по месту нахождения поставщика.
4.4. Порезультатам входного контроля потребитель в необходимых случаях информирует онесоответствии продукции установленным требованиям министерство поставщика,представительство заказчика и (или) орган Госприемки на предприятии-поставщике,а при отсутствии последнего - территориальный орган Госстандарта по местунахождения поставщика для принятия мер в соответствии с возложенными на нихфункциями (приложение. 2 ).
4.5. Поэлектрорадиоизделиям, принятым представительством заказчика, информациюнаправляют в головной институт заказчика по этим изделиям (приложение 3 ).
ПРИЛОЖЕНИЕ 1 ПРИЛОЖЕНИЕ 2 ПРИЛОЖЕНИЕ 31. РАЗРАБОТАН И ВНЕСЕН Государственнымкомитетом СССР по стандартам
М.Г. Иофин (руководитель темы); Л. В. Ермилова (руководитель темы);Я. Г. Остапчук, канд. техн. наук; А. А. Богатырев, канд. эконом.наук; И. И. Чайка, канд. эконом. наук; С. Г. Атамась; С. А. Афонин;Ю. Ф. Афанасьева; К. В. Лебедев, канд. техн. наук; Ю. С. Вартанян, канд. техн. наук.
2. УТВЕРЖДЕН ИВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартамот 04.06.87 № 1809.
3. ВЗАМЕН ГОСТ 24297-80
4. ССЫЛОЧНЫЕНОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Переиздание.Апрель 1993 г.
Приложение 1 Форма журнала учета результатов входного контроля. 5
Приложение 2 Форма представления информации. 6
Приложение 3 Форма представления информации. 6














Главная / 2006 / Январь / 23 / "Типовое положение о входном контроле материалов, комплектующих изделий и оборудования на предприятиях нефтепереработки и нефтехимии"
"Типовое положение о входном контроле материалов, комплектующих изделий и оборудования на предприятиях нефтепереработки и нефтехимии"Документ по состоянию на август 2014 г.
Утверждаю
Председатель Совета главных
механиков нефтеперерабатывающей
и нефтехимической промышленности
Б.С.КАБАНОВ
23 января 2006 года
Согласовано
Заместитель начальника
Управления по надзору
за общепромышленными опасными
объектами Ростехнадзора
А.А.ШАТАЛОВ
(письмо от 28 сентября 2005 г. N 11-16/3083)
В документе изложены основные положения по организации, проведению и оформлению результатов входного контроля наиболее употребительных материалов, комплектующих изделий и оборудования, используемых при изготовлении, монтаже, ремонте и реконструкции технических устройств, применяемых на опасных производственных объектах предприятий нефтеперерабатывающей и нефтехимической промышленности.
В Приложениях приведены рекомендуемые образцы документов по входному контролю, изложены основные указания и нормативные документы по методам испытания металлов в изделиях, дан перечень нормативно-технической и методической документации, приведены рекомендации по сохранению свойств изделий, полуфабрикатов, материалов до выдачи их в производство работ.
ВведениеНастоящее "Типовое положение о входном контроле материалов, комплектующих изделий и оборудования на предприятиях нефтепереработки и нефтехимии" (далее по тексту - Типовое положение) разработано на основании решения Совета главных механиков предприятий нефтеперерабатывающей и нефтехимической промышленности от 29.11.2001 в связи с наличием фактов поставки оборудования и материалов с серьезными конструктивными недоработками и заводскими дефектами, а также использования для изготовления оборудования некачественных материалов, предоставления технической документации, не отвечающей нормативным требованиям.
Для обеспечения качества, надежности и безопасности эксплуатируемого на предприятиях оборудования требуется повысить технический уровень и организационные формы входного контроля материалов, полуфабрикатов, комплектующих изделий и оборудования, поступающих на предприятия нефтеперерабатывающей и нефтехимической промышленности, и, кроме того, повысить уровень воздействия на поставщиков.
Настоящее Типовое положение разработано на основе документов и опыта 14 предприятий нефтепереработки и нефтехимии по применению входного контроля к поступающей продукции, а также требований ряда нормативных документов, регламентирующих вопросы промышленной безопасности.
В окончательной редакции Типового положения учтены замечания и предложения ОАО "Ангарская НХК", ОАО "Ачинский НПЗ ВНК", ОАО "ЛУКОЙЛ-Нижегороднефтеоргсинтез", ООО "ЛУКОЙЛ-Пермнефтеоргсинтез", ОАО "ЮКОС-Новокуйбышевский НПЗ", ОАО "САЛАВАТНЕФТЕОРГСИНТЕЗ", ОАО "Славнефть-Ярославнефтеоргсинтез", ОАО "КИНЕФ".
Типовое положение определяет основные положения по организации, проведению и оформлению результатов входного контроля наиболее употребительных материалов, комплектующих изделий и оборудования (продукции), используемых при изготовлении, монтаже, ремонте и реконструкции технических устройств, применяемых на опасном производственном объекте предприятий нефтеперерабатывающей и нефтехимической промышленности.
1 Общие положения1.1 Под входным контролем в настоящем Типовом положении следует понимать комплекс мероприятий по оценке качества поступающей на предприятие продукции, предназначенной для использования на опасных производственных объектах.
1.2 Материалы, комплектующие изделия и оборудование не могут быть допущены к использованию при отсутствии документов, подтверждающих качество их изготовления и соответствие требованиям нормативно-технических документов (ПБ 09-540-03, п. 5.1.7 ).
1.3 Входной контроль является элементом системы промышленной безопасности.
1.4 Цель входного контроля - установление соответствия качества продукции установленным требованиям Правил по безопасной эксплуатации объектов предприятия, нормативным требованиям к продукции.
1.5 В зависимости от состава опасных производственных объектов на предприятии должен быть составлен перечень продукции, подлежащей входному контролю. Для типовой продукции рекомендуется составить типовые планы (схемы) и виды контроля, на базе которых могут составляться индивидуальные планы и виды контроля для продукции со специфическими требованиями.
1.6 В детализированном виде перечень может содержать:
а) наименование и тип продукции, в том числе, подлежащей обязательной сертификации согласно распоряжению Правительства РФ от 20.06.2000 N 854-р и/или требующей разрешения на изготовление и применение (РД 03-247-98, приложение 1);
б) перечень нормативной документации, требованиям которой должна соответствовать продукция;
г) контролируемые параметры или пункты нормативной документации, в которых эти параметры установлены;
д) средства измерения параметров и наличие этих средств на предприятии или у привлекаемых сервисных служб;
е) гарантийный срок использования продукции;
ж) указания о маркировке продукции по результатам входного контроля;
з) допустимый количественный расход продукции (из партии) при использовании разрушающих методов контроля (расходный ресурс).
1.7 Реализация входного контроля должна быть обеспечена:
а) комплектацией нормативной документацией по соответствующим видам продукции;
б) контрольно-измерительной аппаратурой и приборами, стендами для испытаний с обеспечением их своевременной метрологической поверки согласно требованиям ПР 50.2.002-94 ;
в) методиками проведения испытаний, основанных на требованиях соответствующих стандартов или инструкций изготовителей на испытательную аппаратуру и приборы;
г) типовыми планами контроля для отдельных видов изделий (см. Приложение Г);
д) наличием аттестованных специалистов по соответствующему виду контроля.
1.8 Входной контроль проводится по параметрам (требованиям), установленным в нормативной документации на продукцию. Входной контроль продукции по параметрам, не установленным в нормативной документации, а также в договорах (контрактах) на поставку, может проводиться предприятием для своих целей без согласования с поставщиком, однако без права предъявления претензий к поставщику.
1.9 В случаях разногласий с поставщиком в оценке качества продукции входной контроль должен быть выполнен по согласованным методикам.
1.10 Исходя из цели входного контроля, предприятие может проводить его как на стадии поступления на склад, так и непосредственно перед использованием по назначению, однако в пределах гарантийного срока и только по тем пунктам требований нормативной документации, которые имеют значение для конкретного вида продукции.
1.11 Продукции, хранимой на складах, должны быть обеспечены условия сохранности их технических характеристик. При непосредственном использовании должен быть выполнен повторный входной контроль в ограниченном объеме: проверка документации, визуальный контроль.
1.12 Организационные формы входного контроля базируются на существующих формах организации производственного процесса и предполагают участие в зависимости от вида контролируемой продукции следующих функциональных подразделений предприятия:
ОМТС - отдел материально-технического снабжения;
ОКО - отдел комплектации оборудования;
ОКС - отдел капитального строительства;
ОГМ - отдел главного механика;
ОТН - отдел технического надзора;
ОГЭ - отдел главного энергетика;
КИПиА - отдел контрольно-измерительных приборов;
ЛИиСТ - испытательные лаборатории, в том числе неразрушающих методов контроля, и стенды для испытания оборудования и приборов;
РМП - ремонтно-механическое производство;
СМиО - склады материалов и оборудования;
ЮС - юридическая служба;
СВЭД - служба по внешнеэкономической деятельности;
ТПУ - технологические производства и установки.
1.13 Варианты организации указанных подразделений, их административная подчиненность и исполняемые функции на конкретном предприятии могут быть различны. Поэтому текст Типового положения имеет лишь форму примера, на основе которого предприятие может разрабатывать собственную схему реализации входного контроля в виде инструкции или стандарта предприятия. Такой документ должен быть обязательным для всех структурных подразделений, производств и цехов предприятия, участвующих в процессе приобретения и комплектации материалов, изделий и оборудования, в проведении входного контроля, оформлении его результатов, выдаче материалов и оборудования требуемого качества в работу и вплоть до стадии приемки работ. Функции службы входного контроля, выполняемые отдельными подразделениями предприятия, должны быть закреплены приказом по предприятию.
1.14 При разработке системы входного контроля предприятия следует учитывать, что возможности контроля разнообразной продукции ограничены, и следует пользоваться возможностями внешней приемки отдельных видов продукции непосредственно на предприятиях-изготовителях, особенно для сложной и с особыми требованиями продукции, что должно быть оговорено в договоре на поставку. Работы по входному контролю качества продукции могут быть переданы сервисным службам предприятия, независимым специализированным организациям или аттестованным лабораториям на основании договора.
1.15 При разработке функций (обязанностей) исполнителей следует также предусматривать контрольные сроки выполнения тех или иных видов работ по входному контролю.
1.16 Настоящее Типовое положение распространяется не только на материалы и изделия, приходуемые на склады предприятия, но и на те материалы и изделия, которые являются собственностью сторонних организаций, выполняющих работы на опасном производственном объекте. Выполнение входного контроля в этом случае возлагается на стороннюю организацию, которая обязана предоставить предприятию необходимые сведения о результатах контроля.
1.17 Основные положения по входному контролю продукции регламентируются ГОСТ 24297, рекомендациями по входному контролю Р 50-601-40-93. Формирование требований к сертифицированной продукции изложены в рекомендациях Р 50-601-34-93. Общие указания по управлению системой качества изложены в международном стандарте ГОСТ Р ИСО 9001.
1.18 Для специфической продукции при выполнении входного контроля следует учитывать требования технических регламентов - правил: ПБ 10-573-03. ПБ 10-574-03. ПБ 03-576-03. ПБ 03-584-03. ПБ 03-585-03. ПБ 03-581-03. ПБ 03-582-03. ПБ 03-595-03. ПБ 03-605-03. а также общетехнических условий на сосуды, работающие под давлением, ОСТ 26 291 с изменениями 1 и 2 и ОСТ 24.201.03-90.
1.19 Перечень нормативных документов, использованных в настоящем Типовом положении, приведен в конце основного текста. В перечень включен также ряд нормативных документов справочного характера, не упомянутых в основном тексте.
2 Задачи входного контроля2.1 Основной задачей входного контроля является предотвращение использования при изготовлении, монтаже, ремонте и реконструкции технических устройств, применяемых на опасном производственном объекте, материалов, комплектующих изделий и оборудования, не соответствующих требованиям нормативно-технической и конструкторской документации.
2.2 Входной контроль осуществляется по параметрам (требованиям) и методам, установленным в нормативно-технической и/или конструкторской документации на контролируемую продукцию и материалы, а также по протоколам согласования на поставляемые изделия.
2.3 На основании результатов входного контроля принимаются решения о пригодности изделий к эксплуатации либо их отбраковке с предъявлением претензий к поставщику или транспортным организациям.
2.4 Технологическими задачами входного контроля поступающей на предприятие продукции являются:
а) проверка наличия предусмотренной в НД сопроводительной документации (разрешений на применение, сертификатов соответствия для продукции, подлежащей обязательной сертификации, сертификатов на материалы и комплектующие изделия, паспортов, инструкций, чертежей, комплектовочных ведомостей, упаковочных листов);
б) проверка полноты приведенных в сопроводительной документации данных на соответствие этих данных требованиям правил, стандартов, технических условий и требованиям конструкторской документации, особым требованиям, внесенным в договор на поставку продукции;
в) проверка комплектности поступивших материалов на соответствие договорам о поставке, упаковочным листам, комплектовочной ведомости и чертежам; проверка целостности упаковки и консервации;
г) проверка наличия заводской маркировки и ее соответствие данным сертификата или паспорта на изделие, а также требованиям государственных или отраслевых стандартов или правил Ростехнадзора;
д) проведение визуально-измерительного контроля материалов и изделий с целью выявления возможных поверхностных дефектов, повреждений, а также проверки соответствия геометрических размеров и отклонений формы (например, овальности отвода) требованиям НД и договорам на поставку;
е) проверка свойств материалов и деталей, удостоверенных в документе о качестве, методами неразрушающего и разрушающего контроля в объемах статистически достоверной выборки или арбитражной выборки согласно ГОСТ, ТУ или другой НД;
ж) оформление результатов входного контроля и передача заинтересованным службам и подразделениям предприятия информации о качестве материалов и изделий;
з) своевременное оформление соответствующих документов на материалы и изделия, имеющие дефекты, выявленные в процессе приемки, и извещение поставщиков в установленные законом или договором (контрактом) сроки о несоответствии поставленных изделий или оборудования требованиям НД, и применение к поставщикам санкций, предусмотренных договором;
и) контроль выдачи материалов и изделий требуемого качества для производства работ;
к) накопление данных о фактическом уровне качества получаемой продукции, разработка на этой основе предложений по его повышению и, при необходимости, пересмотр требований нормативной документации или предложений о выборе поставщиков;
л) периодический контроль за соблюдением правил хранения продукции и проведением погрузочно-разгрузочных работ;
м) регистрация и хранение результатов входного контроля.
2.5 Рассмотренная в п. 2.4 технологическая процедура входного контроля может быть использована как основа для разработки инструкций по входному контролю продукции, не рассматриваемой в Типовом положении.
3 Организационные формы проведения входного контроля и документооборота3.1 Организационные формы входного контроля должны ориентироваться на минимизацию документооборота и, по возможности, на использование при подготовке, обработке и хранении документов входного контроля компьютерных технологий.
3.2 При входном контроле используются как общепринятые документы (акты приемки по количеству и качеству продукции, журналы складского учета, учетные карточки складов, товарно-транспортные накладные на перемещение грузов, заключения по испытаниям изделий), так и вновь вводимые (технические требования, карта входного контроля, маршрутная карта перемещения образцов для испытаний качества продукции).
3.3 При отсутствии на предприятии административно выделенной службы входного контроля выполнение функций и задач входного контроля возлагается на постоянно действующую комиссию, состав которой формируется приказом по предприятию. В состав комиссии могут входить, например, ниже перечисленные специалисты:
3.3.1 Председатель комиссии - руководитель отдела (ОМТС, ОКО или ОКС), ведущий контролируемую группу материалов, изделий или оборудования. Основная задача - организация проведения входного контроля поступающей на предприятие продукции с привлечением в необходимых случаях специалистов требуемого профиля.
3.3.2 Члены комиссии:
а) заведующий складом ОМТС или ОКО, осуществляющий приемку продукции по количеству, комплектности и сохранности, хранение и выдачу данной группы материалов, изделий или оборудования;
б) специалисты структурного подразделения предприятия, по заявке которого приобреталась данная группа материалов, изделий или оборудования;
в) специалист СВЭД по контролю документации на импортную продукцию, поступающую на предприятия по контрактам с зарубежными фирмами;
г) специалисты ОГМ или ОТН по нормативно-технической документации на материалы, изделия или оборудование.
3.4 При необходимости в работу комиссии включаются специалисты ОГЭ, специалисты КИПиА, незаинтересованное лицо (представитель сторонней организации), представители других служб предприятия, представитель поставщика, если это оговорено контрактом.
3.5 Для инструментальной оценки качества продукции, поступающей на предприятие, к работам по входному контролю подключаются подразделения предприятия или сторонние организации, способные выполнить необходимые работы: визуально-измерительный контроль, неразрушающий контроль, химический и спектральный анализ металла, механические испытания, металловедческие и коррозионные испытания, испытания сварочных материалов, испытания оборудования и приборов на стендах.
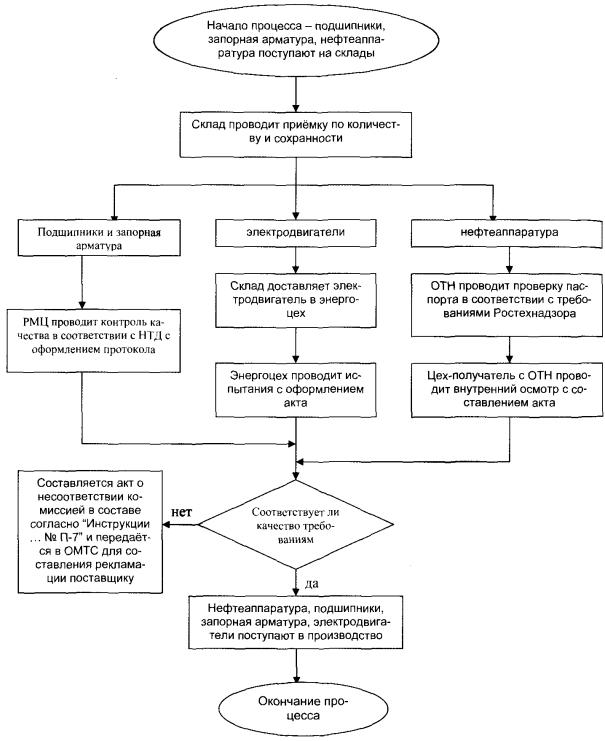
3.6 В общем виде входной контроль (см. блок-схему) проводится по следующей процедуре:
Блок-схема операций входного контроля продукции (рекомендуемая)3.6.1 Для обеспечения надлежащего уровня входного контроля подготовка к нему должна выполняться на стадии формирования отделами, цехами (технологическими установками) предприятия заявок на необходимые материалы, изделия и оборудование. Из цеховых заявок ОГМ формирует сводную заявку, учитывающую технические требования отдельных заявителей. Основой для формирования технических требований к материалам, изделиям или оборудованию являются ГОСТ, ТУ, требования технических условий на оборудование, требования правил Ростехнадзора по устройству и безопасной эксплуатации соответствующей продукции, требования проектной или ремонтной документации и другая нормативная документация. В ряде случаев возможно предъявление более жестких требований к продукции, чем это обусловлено нормативной документацией. При разработке технических требований следует иметь в виду, что большинство стандартов и других нормативных документов имеют иерархическую систему построения, поскольку они имеют в тексте ссылки на другие документы.
3.6.2 При обобщении цеховых заявок и формировании заказа предприятия (ОГМ, ОКО), а также на стадии юридической подготовки договоров (контрактов) на поставку технические требования должны быть включены в договор как его неотъемлемая часть. На этой же стадии целесообразно составить карту входного контроля (см. Приложение В) с указанием контролируемых параметров. После проведения согласований с поставщиком продукции и оформления договора на поставку Технические требования и Карта входного контроля передаются службам приемки продукции (ОМТС, ОКО, ОКС).
В ряде случаев в договор (контракт) следует вводить требование к поставщику о приемке продукции заказчиком непосредственно на производстве поставщика либо о присутствии поставщика при приемке продукции заказчиком. Особенно это касается сложного и ответственного оборудования, изделий с повышенными или особыми требованиями и случаев, когда отсутствуют надлежащие средства контроля. При этом процедура входного контроля должна быть согласована с поставщиком при заключении договора.
3.6.3 При поступлении продукции от поставщика на первом этапе производится приемка по количеству согласно инструкции "О порядке приемки продукции производственно-технического назначения и товаров народного потребления по количеству" <*>, утвержденной Постановлением Госарбитража при Совете Министров СССР от 15.06.65 N П-6. В случаях недостатка или порчи продукции составляется "Акт приемки продукции по количеству" (см. Приложение А). При составлении акта следует руководствоваться также Постановлением Госснаба СССР и Госарбитража СССР N 12/12 от 13.08.1970 "Особые условия поставки продукции машиностроения" <*>.
<*> Отмеченные документы применяются в части, не противоречащей действующим законам Российской Федерации. Можно также воспользоваться формой актов, приведенных в Р 50-601-40-93 (приложения 3 и 4 ).
На втором этапе производится приемка по качеству согласно инструкции "О порядке приемки продукции производственно-технического назначения и товаров народного потребления по качеству" <*>, утвержденной Постановлением Госарбитража при Совете Министров СССР от 25.04.1966 N П-7. На этом этапе к приемке продукции подключается комиссия предприятия по входному контролю. Полученная на склады продукция регистрируется в журналах поступления продукции с присвоением ей регистрационного номера, который должен входить во все документы по входному контролю, а также в учетную карточку склада. В случае необходимости регистрационный номер позволяет восстановить утраченные данные.
Количественная и документальная оценка продукции подвергается входному контролю в объеме 100%.
3.6.4 На стадии приемки продукции по качеству председатель комиссии по входному контролю вызывает представителей технических служб предприятия, которые на основании карты входного контроля и технических требований выполняют необходимый объем работ, включая определение необходимой представительной выборки из поступившей партии изделий, разметку мест контроля и вырезки образцов для необходимых испытаний или исследований, составляют маршрутную карту контроля продукции (см. Приложение Г), в которой указываются цеха, участки, службы предприятия, осуществляющие вырезку заготовок под образцы (РМП), изготовление и маркировку образцов, испытания и исследование образцов (лаборатории), а также куда должны быть возвращены контролируемые изделия после вырезки заготовок или образцов, после стендовых испытаний (на склад, на восстановление, списание или другие нужды). Маршрутная карта контроля служит целям организации и отслеживания прохождения процедуры входного контроля конкретной партии продукции.
3.6.5 Продукция, поступающая на вырезку заготовок и образцов, а также образцы для испытаний регистрируются в журналах поступления образцов входного контроля соответствующего подразделения-исполнителя. В журналах отмечается регистрационный номер продукции, характер задания, маркировка испытуемых образцов и конечные результаты (выводы) работы.
На выполнение типовых работ по вырезке и исследованию образцов подразделения-исполнители должны иметь соответствующие инструкции. Основой для разработки инструкций и формуляров по выполнению того или иного вида работ и выдаче заключений служат соответствующие ГОСТ, ТУ и другие нормативные документы с учетом особенностей наличного на предприятии оборудования и приборов.
3.6.6 Результаты визуально-измерительного контроля и испытания образцов вносятся в карту входного контроля с подписями исполнителей. После сверки данных входного контроля с данными технических требований комиссия принимает решение о соответствии/несоответствии продукции техническим требованиям. В случае соответствия продукции на сертификате (паспорте) продукции проставляется знак или штамп "Входной контроль пройден" с подписью председателя комиссии, делается соответствующая пометка в учетной карточке по выдаче продукции (СМиО). Выдача продукции со складов в подразделения предприятия по товарно-транспортным накладным производится только в маркированном виде и в комплекте с сертификатом качества продукции или паспортом на продукцию поставщика. В случае несоответствия продукции данным технических требований комиссией по входному контролю составляется обоснованный акт о приемке продукции по качеству (см. Приложение Б), который направляется руководству предприятия для принятия решений о предъявлении юридически обоснованных претензий или рекламации к поставщику. При составлении рекламации следует руководствоваться "Положением о поставках продукции производственного назначения", утвержденным Постановлением Совета министров СССР N 98 от 10.02.81. Продукция переводится на склады временного хранения или в изоляторы брака до решения вопроса.
В случае несоответствия продукции данным технических требований комиссией по входному контролю составляется обоснованный акт о приемке продукции по качеству (см. Приложение Б), который направляется руководству предприятия для принятия решений о предъявлении юридически обоснованных претензий или рекламации к поставщику. При составлении рекламации следует руководствоваться "Положением о поставках продукции производственного назначения", утвержденным Постановлением Совета министров СССР N 98 от 10.02.1981. Продукция переводится на склады временного хранения или в изоляторы брака до решения вопроса.
В случае несогласия поставщика с результатами входного контроля заказчика создается комиссия в расширенном составе с обязательным присутствием представителя предприятия-поставщика. В необходимых случаях проводятся арбитражные испытания продукции.
В случае устранения изготовителем (поставщиком) обнаруженных дефектов и проведения дополнительного контроля продукция может быть принята.
3.6.7 Полученная подразделениями предприятия со складов продукция должна регистрироваться в учетных карточках материалов и изделий подразделения вместе с сертификатом качества продукции и храниться с соблюдением правил хранения продукции соответствующего вида в условиях, не допускающих пересортицы. Выдача продукции для изготовления изделий, проведения ремонтных или монтажных работ производится только после сверки данных сертификата с требованиями технической документации на производство работ. Аналогичное требование должно быть выполнено и сторонними организациями, выполняющими работы на объектах предприятия со своими материалами и изделиями.
3.6.8 По завершении работ по входному контролю карта входного контроля, технические требования и маршрутная карта остаются на хранении в подразделении, выполнявшем приемку продукции.
3.7 Последовательность операций, приведенная в блок-схеме операций входного контроля, дана как пример и может быть изменена или дополнена в зависимости от конкретных условий на предприятии. Примеры организационного оформления схем входного контроля изделий различного назначения даны на блок-схемах Приложений Д, Е, Ж.
4 Рекомендуемые сроки выполнения входного контроля Вид контроля: Срок выполнения, сутокПриемка продукции по количеству:
- при одногородней поставке;
2 - 3Составление юридически оформленных претензий к поставщику при неудовлетворительном качестве продукции
До 20В зависимости от объема партий продукции, сложностей при проведении испытаний, необходимости проведения испытаний на стороне и иных обстоятельств сроки выполнения входного контроля назначаются руководством предприятия в пределах гарантийного срока, указанного в договоре на поставку продукции.
5 Объекты входного контроляПеречень объектов входного контроля устанавливает и утверждает руководитель предприятия.
К объектам контроля, рассмотренным в "Типовом положении", относятся:
1) Прокат листовой;
2) Прокат сортовой;
4) Детали фасонные (отводы, переходы, заглушки, тройники);
5) Поковки и штамповки;
6) Стальные отливки;
7) Фланцы, стальные прокладки;
8) Крепежные изделия;
10) Сварочные материалы;
12) Запорная и предохранительная арматура;
13) Сборочные блоки (трубные пучки теплообменников, печные змеевики, узлы трубопроводов и т.п.);
14) Сосуды и аппараты;
15) Машинное оборудование (компрессоры, насосы, турбины и т.п.) и запасные части к ним.
Для материалов и изделий, не рассмотренных в настоящем Типовом положении, но по тем или иным причинам требующих контроля, возможно применение общих подходов входного контроля, изложенных ниже.
6 Правила приемки, маркировки, упаковки, транспортирования и хранения6.1 Указанные операции являются необходимой составной частью входного контроля по обеспечению точной идентификации и сохранению свойств продукции от поступления ее на склад до использования по назначению.
6.2 Материалы и изделия, поступающие на предприятие, должны иметь сопроводительную документацию (сертификаты, паспорта, накладные и т.п.); для импортной продукции и продукции, подлежащей обязательной сертификации, - сертификаты соответствия; для сосудов и аппаратов, котельного оборудования, насосно-компрессорного оборудования, арматуры, трубопроводов и их узлов - разрешение на изготовление и применение.
6.3 В общем случае сертификат на материал или изделия из него должен содержать в частности следующие данные:
а) наименование или товарный знак предприятия-изготовителя;
б) наименование потребителя;
г) марку стали (материала);
д) номер плавки и номер партии;
е) наименование изделия и его геометрические характеристики;
ж) сдаточные характеристики (вес, количество, длину, размер);
з) указание на ГОСТ или ТУ;
и) химический состав материала и его механические свойства;
к) данные о группе и категории материала (по свойствам, качеству поверхности, назначению и т.п.), предусмотренные стандартами;
л) результаты всех испытаний, предусмотренных стандартом, в том числе факультативных;
м) заключение (или штамп) технического контроля с подписью контролера и датой приемки.
6.4 При приемке и входном контроле металлоизделий следует ориентироваться на требования стандартов, дополнительные требования по договору (контракту).
Правила приемки металлопроката и изделий из него регламентируются ГОСТ 7566. Для труб разного вида используются соответствующие стандарты и ГОСТ 10692, для фасонных изделий - ГОСТ 17380, для фланцев - ГОСТ 12816, для крепежных изделий - ГОСТ 17769 и ГОСТ 20700 (для давлений свыше 10 МПа - ГОСТ 11447 и ГОСТ 10495), для сварочных электродов - ГОСТ 9466.
6.5 Наиболее характерные виды работ, выполняемые при входном контроле металлоизделий, приведены в Приложении И.
6.6 Каждая отдельная партия продукции маркируется работниками складов по месту хранения. Маркировка марки материального исполнения металлопроката и изделий во избежание последующей пересортицы должна быть выполнена поштучно для каждой партии, если это не предусмотрено техническими требованиями к договорам на поставку. Для материалов одной марки, но разных категорий, маркировка должна содержать и эту информацию. Допустима маркировка партии изделий регистрационным номером продукции в учетной карточке склада.
Маркировка может выполняться клеймением толстостенных изделий и/или электрографическим методом. При выполнении электрографическим методом на углеродистых сталях маркировка должна быть защищена прозрачным влагостойким лаком. Маркировка краской различного цвета допустима лишь для быстрого различения сталей по классам.
6.7 При выполнении погрузо-разгрузочных работ и транспортировании изделий и оборудования по территории предприятия должна быть обеспечена неповреждаемость грузов и сохранность маркировки. При использовании части изделия (листа, трубы и т.д.), например, для испытаний, на остающейся части изделия маркировка должна быть воспроизведена вновь.
6.8 Поступающая на склады предприятия металлопродукция должна храниться отдельно по партиям на стеллажах, в коллекторах и т.д. согласно инструкциям по хранению отдельных видов продукции и с учетом указаний стандартов и рекомендаций поставщиков.
6.9 Приемка и входной контроль сборочных блоков, сосудов и аппаратов выполняются согласно требованиям проектов, чертежей и дополнительным требованиям, предусмотренным договором (контрактом).
6.10 Приемка и входной контроль машинного оборудования определяются требованиями проекта, технической документацией и условиями договора.
6.11 Условия хранения металлопродукции, сосудов и машинного оборудования должны обеспечить сохранность качества оборудования, предохранять его от коррозии, механических повреждений и деформаций. При хранении должны быть выполнены требования предприятий-поставщиков, изложенные в сопроводительной или нормативной документации. Это важно и в случаях юридического разрешения противоречий между поставщиком и потребителем продукции при отрицательных результатах входного контроля. Некоторые рекомендации по хранению приведены в Приложении К.
7 Входной контроль металлопроката и изделий7.1 Поступивший на склады предприятия металлопрокат и изделия из него (например, фасонные изделия) после приемки по количеству подвергаются входному контролю на качество продукции партиями. Каждая партия продукции должна иметь документ о качестве (сертификат, паспорт), а для упакованных изделий - и комплектовочную ведомость.
7.2 Определение партии продукции и объем выборки для контроля устанавливается в НД на конкретные виды продукции.
7.3 За партию обычно принимают изделия, изготовленные по одному ГОСТу, ОСТу, ТУ или другим нормативам из стали одной марки, поставленные по одной товарно-транспортной накладной и имеющие:
а) одинаковые плавки (в отдельных случаях стандарты допускают разные плавки);
б) одинаковые диаметр и толщину стенки (для труб, переходов, отводов, заглушек);
в) одну толщину (для листового проката);
г) одинаковые Ду и Ру (для фланцев);
д) одинаковые профилеразмер (для сортового проката);
е) один тип, диаметр и шаг резьбы, одну длину (для крепежных деталей);
ж) один режим термообработки.
7.4 Сертификат (паспорт) должен также содержать сведения, оговоренные техническими требованиями в договоре (контракте). Не следует допускать поступления продукции с сертификатами, имеющими штамп "Продукция соответствует НД", с химическими анализами "по ковшовой пробе". Желательно, чтобы сертификат (паспорт) был оформлен изготовителем лишь на один вид продукции, т.к. при наличии нескольких позиций в поставке усложняется документальное оформление результатов входного контроля.
7.5 В сертификатах (паспортах) на материалы и изделия, предназначенные для применения в сосудах и аппаратах (в зависимости от условий применения), должны быть отражены результаты испытаний и специальные требования, предъявляемые соответствующими правилами по безопасной эксплуатации технических устройств.
7.6 На 1-м этапе входного контроля проверяется:
а) полнота и анализ данных, приведенных в сопроводительном документе о качестве или сертификате (паспорте), и соответствие этих данных требованиям стандарта, конструкторской документации или техническим требованиям, заявленным договором на поставку;
б) наличие на продукции маркировки, ярлыков или маркировочных карт.
7.7 На 2-м этапе входного контроля:
а) проводится визуально-измерительный контроль геометрических размеров изделий, а также наружный и внутренний осмотр с целью выявления повреждений или поверхностных дефектов;
б) выполняется выборочный или сплошной контроль параметров изделий в партии неразрушающими методами (ультразвуковая толщинометрия и/или дефектоскопия, спектральный анализ, измерение твердости - для изделий большой толщины);
в) определяется необходимая выборка продукции из партии для испытания свойств, а также определяется объем испытаний (либо по стандарту, ТУ, ПБ, либо исходя из важности контролируемого параметра, указанного в технической документации). В частности, характерны следующие виды испытаний:
- определение химического состава методами спектрального (стилоскопирование) или химического анализа;
- механические испытания на растяжение, загиб, ударную вязкость при заданной температуре; для труб, предназначенных под вальцовку, - на раздачу или сплющивание; на твердость - для термически обрабатываемых деталей или деталей, твердость которых не может быть точно определена переносными твердомерами;
- испытания на стойкость к межкристаллитной коррозии (для аустенитных и аустенито-ферритных нержавеющих сталей (по требованию проекта));
- определение содержания ферритной фазы в сталях аустенитного класса (по требованию проекта);
- металлографический анализ макро- или микроструктуры (при необходимости);
- сварочно-технологические свойства изделий, предназначенных для сварки;
г) обеспечивается организация и проведение необходимых испытаний изделий;
д) проводится сверка полученных результатов входного контроля с данными, приведенными в сертификате.
7.8 При получении неудовлетворительных результатов по какому-либо показателю по нему проводятся повторные испытания (согласно соответствующему стандарту). Повторные испытания проводятся на удвоенном количестве образцов, взятых от других изделий той же партии (труб, поковок и т.п.). Результаты повторных испытаний распространяются на всю партию. В случае подтверждения неудовлетворительных результатов испытаний партия бракуется, осуществляется вызов представителя поставщика и оформление юридических претензий к поставщику продукции с возвратом продукции или устранением дефектов.
7.9 При получении положительных результатов контроля на сертификате (или аналогичном документе, удостоверяющем качество продукции) ставится условный знак или штамп "Входной контроль пройден" и делается соответствующая отметка в учетной карточке и в журнале поступления продукции на склад. При наличии в сертификате (паспорте) нескольких позиций однотипных изделий по каждому изделию делается соответствующая отметка о прохождении входного контроля:
а) при положительных результатах - зеленым маркером;
б) для изделий с устраненными дефектами - синим маркером;
в) при отрицательных результатах - красным маркером.
7.10 До проведения входного контроля и получения положительных результатов изделия к производству не допускаются и не приходуются. Забракованная продукция должна быть переведена в изоляторы брака до решения вопроса по ее использованию.
7.11 Выдача изделий в цеха-заказчики по товарно-транспортным накладным производится с копией сертификата (паспорта) на материал или изделие, на котором должен быть проставлен регистрационный номер и номер учетной карточки склада.
7.12 Характерные виды и возможный объем входного контроля для металлоизделий различного типа и материального исполнения из расчета на партию приведены в таблицах 1 - 8. Решения об увеличении или уменьшении видов и объема контроля являются компетенцией технического руководителя предприятия и принимаются с учетом требований проектной документации к производственному объекту, требований правил устройства и безопасной эксплуатации Ростехнадзора по соответствующим видам оборудования и трубопроводов с учетом опасности производства.
ЛИСТОВОЙ ПРОКАТ Вид контроля Объем контроляАнализ сертификатных (паспортных) данных
Каждого сертификатаСодержание ферритной фазы
Заключение. В заключении излагаются следующие вопросы:
1. Продукция по качеству в целом соответствует/не соответствует техническим требованиям;
2. Отметка со штампом "Входной контроль пройден" в учетной карточке склада и на сертификате (паспорте) выполнена;
3. Потребовались ли повторные испытания продукции в процессе проведения контроля;
4. Есть ли необходимость предъявления претензии к поставщику или принято решение использовать продукцию на объектах низшей категории (для чего выполнена дополнительная маркировка продукции с записью в сертификат).
Председатель комиссии (подпись)Приложение Г
(рекомендуемое)
ГОСТ, ТУ, чертеж Количество (шт. кг) N договора (контракта) 08Х18Н10Т 10 листов N п/п Вид работ и N инструкции (ИВК - ?), по которой выполняется указанный вид работ Кол-во, шт. % Подразделение-исполнитель Подпись приемщика и дата
Отбор образцов продукции для испытаний
Отгрузка образцов продукции в РМЦ
Вырезка заготовок для изготовления испытательных образцов (ИВК-1)
Изготовление и маркировка образцов для испытаний (ИВК-5, разд. 1, 2, 3, 4):
- пределов прочности и текучести;
- ударной вязкости (KCU) при минус 40 °C;
- загиб на 180 градусов
Склонности к МКК
Химсостава (отбор стружки в конверт)
Испытания механических свойств (ИВК-5)
Испытания на склонность к МКК (ИВК-6)
Определение химсостава (ИВК-7)
Карту составил (должность и подпись)1. Передача образцов следующему исполнителю (для вырезки образцов или испытаний) является обязанностью предыдущего исполнителя;
2. Контроль за своевременностью прохождения маршрута и сбор данных по результатам испытаний возлагается на инженера ОМТС, ОКО или ОКС по соответствующим видам получаемой продукции;
3. При получении отрицательных данных по входному контролю маршрутная карта сохраняется до разрешения вопроса.
Приложение Д
(рекомендуемое)
Приложение Е
(рекомендуемое)
Приложение Ж
(рекомендуемое)

1.1 Как правило, стандарты и технические условия на материалы и изделия предусматривают проведение испытаний для определения свойств (химический состав, механические свойства и т.д.) на 1 - 3 изделиях из партии, т.к. такие исследования обычно трудоемки. В случае получения отрицательных результатов входного контроля требуется дополнительно провести испытания на удвоенном количестве образцов. Результаты повторных испытаний служат основанием либо для приемки изделия, либо для предъявления претензий поставщику. Учитывая подобное развитие событий, следует выполнять разметку и вырезку заготовок для изготовления испытательных образцов с запасом.
1.2 Получение отдельных отрицательных результатов служит свидетельством недостаточного уровня качества партии изделий, но может быть результатом ошибок при подготовке и проведении испытаний, особенно на начальной стадии организации. В таких случаях следует увеличить объем контролируемой выборки прежде всего за счет расширения контроля свойств неразрушающими экспресс-методами (твердометрией, стилоскопированием и т.д.).
1.3 При необходимости проверки массовой продукции возможно использовать статистические методы оценки качества по следующим стандартам:
ГОСТ 16493. Качество продукции. Статистический приемочный контроль по альтернативному признаку. Случай недопустимости дефектных изделий в выборке;
ГОСТ 18321. Статистический контроль качества. Методы случайного отбора выборок штучной продукции;
ГОСТ 24660. Статистический приемочный контроль по альтернативному признаку на основе экономических показателей.
2 Правила отбора проб для химического и спектрального анализа2.1 Отбор и подготовка проб в виде стружки для определения химического состава проката различного вида выполняются согласно ГОСТ 7565.
2.2 Отбор и подготовка проб в виде стружки для определения химического состава сварного шва или наплавок, выполненных электродуговой сваркой, проводятся согласно ГОСТ 7122. По этому же стандарту производится отбор проб для спектрального анализа, выполняемого на стационарных установках. Размер образца определяется техническими требованиями наличной установки.
2.3 Спектральный анализ основного металла, сварных швов и наплавок, выполняемый с помощью переносных спектральных установок, должен выполняться по подготовленной поверхности согласно инструкции по эксплуатации этих установок.
2.4 Общие требования к подготовке поверхности и отбору стружки следующие:
а) поверхность металла перед отбором стружки для химического анализа и для проведения спектрального анализа должна быть тщательно очищена от окалины и механических загрязнений;
б) стружку отбирают сверлением или строжкой указанной поверхности, для фасонных деталей - фрезерованием или токарной обработкой торцов, для деталей крепежа (шпилек, болтов, гаек) - сверлением или токарной обработкой торцов;
в) отбор стружки производится без смазки. Скорость сверления и снятия стружки следует выбирать такой, чтобы стружка не имела цветов побежалости. Твердость режущего инструмента должна превышать твердость пробы более чем в 1,5 раза;
г) стружка должна быть мелкой и по возможности с одинаковой толщиной порядка 0,3 - 0,4 мм. Для анализа берут 20 - 100 г стружки и тщательно перемешивают. При необходимости количество стружки может быть уменьшено методом квартования до 20 г. Если стружки отбирают в нескольких местах одного изделия, то ее количества должны быть примерно одинаковы. Пробы стружки объединяются и хорошо перемешиваются - общее количество стружки должно быть не менее 20 г.
3 Образцы и методы испытаний металлопродукции3.1 Методы испытания металлопродукции устанавливаются согласно техническим требованиям соответствующих ГОСТ или требованиям договора (контракта). Конкретные инструкции по подготовке образцов и проведению соответствующих испытаний могут быть разработаны на основе нижеследующих стандартов и НТД.
3.1.1 Визуально измерительный контроль изделий выполняется согласно требованиям РД 03-606-03 специалистами, имеющими удостоверения установленной формы.
3.1.2 Отбор проб, заготовок и образцов для механических и технологических испытаний проводят в соответствии с требованиями ГОСТ 7564.
3.1.3 Форма и размеры образцов на растяжение должны удовлетворять требованиям ГОСТ 1497 и ГОСТ 9651 с учетом технических особенностей испытательного оборудования.
3.1.4 Форма и размеры образцов на изгиб должны удовлетворять требованиям ГОСТ 14019.
3.1.5 Образцы на ударную вязкость изготавливают в соответствии с требованиями ГОСТ 9454 и ГОСТ 7268.
3.1.6 Для образцов сварных соединений механические испытания выполняют по ГОСТ 6996.
3.1.7 Для труб применяются следующие методы испытаний:
ГОСТ 10006 - на растяжение;
ГОСТ 19040 - на растяжение при повышенных температурах;
ГОСТ 9454 - на ударную вязкость;
ГОСТ 8693 - на бортование;
ГОСТ 3728 - на загиб;
ГОСТ 11706 и ГОСТ 8694 - на раздачу кольца конусом;
ГОСТ 8695 - на сплющивание;
ГОСТ 12501 - крутящим моментом;
ГОСТ 9013 - на твердость;
ГОСТ 3845 - гидравлическим давлением;
ГОСТ 17410 - ультразвуковой дефектоскопией.
3.1.8 Для фасонных деталей трубопроводов виды испытаний по ГОСТ 16504.
3.1.9 Металлографический контроль металла осуществляется в соответствии с требованиями методического руководства "Металлографический контроль металла нефтеперерабатывающего оборудования" (ВНИКТИнефтехимоборудование, 1989 г.) на образцах размером  (где
(где  - толщина исследуемого материала). Металлографические макро- и микроисследования сварных соединений проводятся в соответствии с РД 24.200.04-90.
- толщина исследуемого материала). Металлографические макро- и микроисследования сварных соединений проводятся в соответствии с РД 24.200.04-90.
3.1.10 Образцы металла и сварных соединений из коррозионно-стойких нержавеющих сталей и из биметаллов для испытаний на межкристаллитную коррозию готовят согласно ГОСТ 6032. Испытания проводят согласно ГОСТ 9.914 (ускоренные методы) и ГОСТ 6032. Арбитражными методами для определения стойкости изделия к межкристаллитной коррозии в зависимости от марки стали и состава рабочей среды являются методы по ГОСТ 6032, выбор которых определяется технической документацией на изделие.
3.1.11 Образцы металла и сварных соединений из аустенитных нержавеющих сталей для определения содержания ферритной фазы объемным магнитным методом готовят и испытывают согласно ГОСТ 9466 ферритометром, удовлетворяющим требованиям ГОСТ 26364. Допустимо определение содержания ферритной фазы металлографическим методом по ГОСТ 11878. При необходимости 100%-ного контроля содержания ферритной фазы в изделиях без вырезки образцов допустимо применение магнитных ферритометров отрывного действия.
3.2 Проведение всех видов испытаний должно выполняться на оборудовании и приборах, прошедших метрологический контроль органами Госстандарта, и лабораториями, аттестованными в установленном порядке.
3.3 В случаях несоответствия результатов испытаний сертификату, ГОСТ или требованиям поставки по договору проводятся повторные испытания на двойном количестве образцов. Результаты повторных испытаний являются окончательными и являются основанием для принятия продукции или предъявления претензий поставщику.
ХРАНЕНИЕ ИЗДЕЛИЙ, ПОЛУФАБРИКАТОВ И МАТЕРИАЛОВ1 Правила хранения различных изделий, полуфабрикатов и материалов обычно оговариваются в соответствующих стандартах, технических условиях, инструкциях. Хранение продукции в соответствии с требованиями поставщика или условиями, оговоренными в договоре (контракте), является обязательным элементом сохранения требуемых свойств продукции.
2 Для сохранения качества полученной продукции до ее использования на производственные нужды необходимо соблюдать ряд общих правил как на центральных складах, так и на складах подразделений предприятия.
2.1 Помещение склада для хранения материалов должно быть оборудовано стеллажами, изготовленными из металла или дерева. Стеллажи должны быть окрашены атмосферостойкой краской и содержаться в чистоте.
2.2 Все материалы должны храниться с бирками, иметь клеймо и маркировку, предусмотренную НД.
2.3 Материалы, находящиеся на хранении на складе, должны размещаться на стеллажах по маркам, плавкам и типоразмерам. Каждая ячейка в стеллаже должна различаться соответствующей биркой или табличкой.
2.4 Изделия должны храниться на подкладках. Недопустимо хранение разнородных материалов в контакте друг с другом в условиях повышенной влажности воздуха или атмосферных осадков (например, углеродистая сталь + нержавеющая сталь или медные сплавы и т.п.).
2.5 Толстолистовой и фасонный прокат, круг и трубы диаметром более 25 мм и толщиной стенки не менее 3 мм, стальное литье допускается хранить на открытой площадке склада.
2.6 Допускается хранение в ячейках стеллажа прутков одной марки стали, но заметно отличающихся диаметром. Прутки диаметром до 16 мм должны быть увязаны и иметь бирку.
2.7 Бухты проволоки хранятся в стеллажах в вертикальном положении с наклоном или на специальных крюках, обмотанных ветошью, отдельно по маркам и диаметру проволоки.
2.8 Неметаллические материалы: пластмассы, резина, текстильные изделия и т.д. хранятся в стеллажах по маркам, с ярлыками завода-поставщика на каждое отдельное место в зависимости от требований НД.
2.9 Сварочная проволока, электроды для ручной электродуговой сварки, сварочные флюсы должны храниться в сухих отапливаемых помещениях при температуре не ниже 15 °C в условиях, предохраняющих от загрязнения, увлажнения и механических повреждений.
2.10 Баллоны для газов, применяемых в сварочном процессе, должны храниться в соответствии с Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением, Госгортехнадзора России и находиться в зонах молниезащиты.
2.11 При хранении окрашенных изделий необходимо предохранять их от воздействия прямых солнечных лучей, а резину и резиновые изделия, кроме того, от воздействия отрицательных температур.
2.12 Склады с лакокрасочными и другими легковоспламеняющимися материалами должны быть оборудованы взрывобезопасной осветительной арматурой. Применение каких-либо нагревательных приборов запрещается.
2.13 Хранение лакокрасочных материалов на складах должно производиться при температуре не ниже -15 °C и не выше +35 °C.
2.14 Хранение лакокрасочных материалов, резины, клея вместе с кислотами запрещается.
2.15 Хранение подшипников должно выполняться при температуре 10 - 30 °C и относительной влажности не выше 70%.
2.16 Хранение обезличенного материала на складе категорически запрещается.
2.17 Кладовщик склада обязан постоянно следить за состоянием поверхности, маркировки и консервации хранящейся на складе продукции и в случае необходимости производить их зачистку, обновление маркировки и консервацию.
2.18 Кладовщики обеспечивают контроль за сроком хранения материалов и при истечении сроков хранения или снижении качества информируют руководителя ОМТС.
2.19 Учет поступления и выдача материалов и продукции осуществляются кладовщиком и отмечаются в карточках учета материалов.
Календарь