








 Рейтинг: 5.0/5.0 (1837 проголосовавших)
Рейтинг: 5.0/5.0 (1837 проголосовавших)Категория: Инструкции
Твердение бетона. Нормальный рост прочности бетона происходит при положительной температуре (15. 25° С) и постоянной влажности.
Соблюдение этих условий особенно важно в первые 10. 15 суток твердения, когда бетон интенсивно набирает прочность (рис. 18).
Что бы поверхность бетона предохранить от высыхания, ее покрывают песком, опилками, периодически увлажняя их. Эффективна защита поверхности бетона от испарения влаги полимерными пленками, битумными и полимерными эмульсиями.
В зимнее время твердеющий бетон предохраняют от замерзания различными методами: методом термоса, когда подогретую бетонную смесь защищают тешгоизоляционными материалами, и подогре- ' вом бетона во время твердения (в том числе и электропрогрев).
На заводах сборного железобетона для ускорения твердения бетона применяют тепловлажностную обработку — прогрев при постоянном поддерживании влажности бетона насыщенным паром при температуре 85. 90° С. При этом время твердения железобетонных изделий до набора ими отпускной прочности (70. 80 % марочной) сокращается до 10. 16 ч (при твердении в естественных условиях для этого требуется 10. 15 дн).
Рисунок 18 Кривые нарастания прочности бетона:
1 — нормальное твердение при 20°С; 2 — пропаривание при 85°С; 3 — автоклавная обработка в среде насыщенного пара при 175°С (давление пара 0,8 МПа)
Для силикатных бетонов используют автоклавную обработку в среде насыщенного пара высокой температуры175. 200 0 С и при давлении 0,8. 1,3 МПа. В этом случае процесс твердения длится 8. 10 ч (рис. 19).
Для ускорения набора прочности бетоном применяют быстротвер-деющие (БТЦ) и особо быстротвердеющие (ОБТЦ) цементы. Быстрее других достигает марочной прочности (за три дня) бетон на глиноземистом цементе, однако последний нельзя использовать при температуре окружающей среды во,время твердения выше 30. 35° С.

Рисунок 19 Влияние условий хранения на нарастание прочности бетона: 1 – постоянное водохранение; 2 – постоянное воздушное хранение; воздушное хранение после начального водного хранения: 3 – 3 сут.; 4 – 7 сут.; 5 – 14 сут.; 6 – 28 сут.
1.8 Тепловлажностная обработка бетона. Особенности зимнего бетонированияПри возведении монолитных конструкций на строительной площадке бетон твердеет в условиях, которые зависят от времени года и климатических особенностей местности.
На рост прочности бетона большое влияние оказывают температурно-влажностные условия твердения. Снижение влажности воздуха вызывает испарение воды с поверхности отформованного изделия, что приводит к обезвоживанию бетона, прекращению набора прочности в условиях дефицита воды (рис. 19) и формированию дефектной, водопроницаемой структуры.
Поэтому бетон необходимо хранить во влажном состоянии при нормальных условиях (температура 20 ± 2°С, влажность 95 - 98%) не менее 7 суток после бетонирования, а при более высоких температурах твердения до достижения 50—70% марочной прочности.
Снижение температуры твердения, что имеет место при производстве бетонных работ в осенне-весенний период, вследствие снижения химической активности воды, затормаживает процесс набора прочности (рис. 20), что в большей степени характерно для портландцементов с минеральными добавками ( ШПЦ, ППЦ). Установлено, что при понижении температуры до отрицательной (—5°С) твердение бетона очень замедленно продолжается за счет незамерзающей воды, содержащейся в мельчайших порах (рис. 20).
Дальнейшее понижение до -10°С и ниже прекращает процесс гидратации. Последующее нарастание прочности при оттаивании бетона и набор марочной прочности зависят от происшедших структурных изменений в бетоне.
Если замораживание произошло сразу после укладки бетона в конструкцию, то дальнейшее повышение температуры приводит к оттаиванию бетона и набору им заданной марки.
Если бетон замерз после набора той «критической» прочности, когда сформировавшаяся структура бетона уже способна к восприятию без разрушения давления замерзающей воды, то потери конечной прочности будут малы. Значительный недобор прочности (30-40%) может иметь место только при условии замораживания бетона на стадии формирования структуры, когда напряжения, возникающие от давления льда, вследствие увеличения его объема по отношению к воде на 9% выше, чем прочность контактов между кристаллическими продуктами гидратации.

Рисунок. 20 Нарастание прочности бетона на портландцементе в зависимости от температуры твердения
Для набора «критической» прочности. которая составляет в зависимости от марки бетона 25 - 50%, применяют комплекс мер:
- использование высокоэффективных быстротвердеющих портландцементов;
- снижение расхода воды затворения;
- введение специальных противоморозных добавок, обеспечивающих гидратацию вяжущего за счет понижения температуры замерзания воды;
- теплоизоляцию поверхности свежеуложенного бетона, приготовленного на подогретых заполнителях или с применением противоморозных добавок (метод термоса);
- тепловую обработку с использованием энергии пара, нагретого воздуха или электрического тока.
Тепловую обработку применяют и при нормальных условиях твердения, когда хотят получить заданную прочность бетона в более короткий срок.
Этот технологический прием используют при производстве сборного железобетона на заводах.
Наибольшее распространение получили следующие методы:
- термовлажностная обработка при нормальном и повышенном давлениях,
Термовлажностную обработку (ТВО) при обычном давлении проводят с использованием специальных герметичных камер, режим работы которых предусматривает повышение температуры до 70 — 95 °С в условиях насыщенного пара.
Весь процесс можно разделить на четыре основных этапа:
- предварительная выдержка бетона до начала схватывания;
- медленный подъем температуры до максимальной заданной;
- выдержка при этой температуре и последующее медленное охлаждение бетонных изделий.
Время выдержки и скорость подъема температуры зависят от
- активности применяемого минерального вяжущего,
- жесткости бетонной смеси.
При использовании шлако- и пуццоланового портландцементов, добавок пластификаторов и смесей с высоким водосодержанием время выдержки и скорость подъема замедляют.
Применение быстротвердеющего цемента, добавок ускорителей и жестких смесей позволяет ускорить процесс схватывания и твердения бетона и, следовательно, уменьшить время выдержки, повысить скорость подъема температуры. Максимальная температура зависит от активности портландцемента (рис. 21).
Время изотермии определяется заданной прочностью бетона после ТВО, которая, как правило, составляет 50-70% марочной. Большое влияние на качество пропаренного бетона оказывает перепад температуры и влажности, вызывающий перемещение воды и пара в бетоне, приводящее к разрыхлению структуры.

Рисунок21 Кривые роста прочности бетона при пропаривании: а — для портландцемента; б — для шлакопортландцемента
Поэтому ускорение набора прочности бетоном с использованием ТВО приводит к формированию более дефектной структуры по сравнению с бетоном, твердевшим в нормальных температурно - влажностных условиях. Как следствие, это ведет к снижению его водонепроницаемости, морозостойкости и коррозионной стойкости. В качестве теплоносителя при производстве сборного железобетона можно также использовать продукты сгорания природного газа.
Повышение температуры ТВО выше 100 °С еще в большей степени ускоряет процесс твердения бетона. Так как гидратация минерального вяжущего может протекать только в присутствии воды, то с целью предупреждения ее вскипания и испарения этот вид термообработки проводят при повышенном давлении.
Запаривают бетон в специальных герметичных камерах — автоклавах. Помимо ускорения твердения запаривание приводит к дополнительному образованию кристаллических соединений, повышающих прочность бетона до 50-100 МПа.
По автоклавной технологии получают цементные изделия, а также силикатные кирпичи и бетоны как плотные, так и ячеистой структуры — пористые.
В качестве вяжущего используют соответственно цемент или тонкомолотую смесь, состоящую из гашеной или негашеной извести и кремнезема.
Полный цикл автоклавной обработки состоит из пяти этапов:
- впуск пара и постепенный нагрев до 100 °С;
- повышение температуры и давления пара до максимальных значений — соответственно 175-203°С и 0,8-1,6 МПа;
- выдерживание изделий при заданных температуре и давлении;
- снижение давления до нормального и температуры до 100 °С;
- остывание изделий до температуры окружающей среды.
В качестве источника тепла при производстве сборного железобетона и при зимнем бетонировании монолитных конструкций используют также энергию электрического тока.
Обогрев бетона может быть осуществлен или за счет прохождения электрического тока по металлической форме и арматуре и перехода электрической энергии вследствие высокого электросопротивления стали в тепловую. или через свежеуложенный бетон между двумя электродами. В этом случае разогрев бетона происходит в результате высокого электросопротивления самой бетонной смеси, содержащей жидкую фазу, насыщенную электролитами.
В летний период сложность получения качественного бетона с заданными свойствами связана с тем, что,
- во-первых, при перевозке наблюдается быстрое загустевание бетонной смеси, сопровождаемое потерей ее подвижности,
- во-вторых, высокая температура и низкая влажность воздуха вызывают интенсивное испарение воды с поверхности отформованных изделий.
Поэтому перевоз бетонной смеси осуществляют в специально оборудованных самосвалах с укрытием бетонной поверхности пленочными материалами или в бетоновозах. Для удлинения времени схватывания вводят добавки-замедлители твердения, или часть воды заменяют льдом. При приготовлении и укладке бетонной смеси на месте процесс твердения ускоряют, чтобы бетон успел набрать прочность до испарения воды путем введения добавок-ускорителей твердения или применения быстротвердеющего портландцемента. Поверхность бетона после схватывания покрывают слоем мокрого песка или опилок с последующей защитой их воздухо- и влагонепроницаемым пленочным материалом до набора бетоном 50—70% марочной прочности.
В практике строительства все шире используют гелиотер-мообработку железобетонных изделий, где в качестве теплоносителя используют солнечную энергию. Для этого применяют или гелиоформы, фокусирующие энергию солнца, или специальные пленочные покрытия черного цвета. Интенсифицировать этот процесс можно за счет комплексного использования термообработки в сочетании с быстротвердеющим цементом, добавками-ускорителями твердения.






Полезная модель относится к испытательной технике. Камера нормального твердения содержит корпус в виде шкафа с зоной размещения подлежащих исследованию образцов бетонов, в котором в верхней части шкафа размещено устройство увлажнения в изотермическом режиме внутреннего воздушного объема шкафа, вентилятор, а также устройство нагревания и блок контроля за параметрами влажности и температуры внутри объема шкафа, выполненный на базе программируемого микропроцессора с функцией ручной установки параметров влажности и температуры, и автоматического поддержания установленных параметров при их достижении. Камера снабжена холодильной установкой, испаритель (охладитель) которой совмещен с нагревательным элементом устройства нагревания и размещен и размещен в выходящем потоке воздуха рядом с лопастным вентилятором устройства увлажнения и перемешивания воздуха, которое включает в себя указанный лопастной вентилятор, выполненный с возможностью формирования воздушного потока со скоростью от 3,0 м/сек до 4,0 м/сек для испарения воды непосредственно с поверхности заполненного водопроводной водой и установленного под указанным вентилятором лотка без подхвата самой воды, при этом стенки камеры утеплены для ограничения влияния температуры снаружи корпуса на температуру внутри него. 1 ил.
Полезная модель относится к испытательной технике и касается конструкции испытательной камеры нормального твердения (КНТ), предназначенную для твердения (хранения) образцов бетона, раствора, цемента при нормальных условиях (температура 20±2°C; влажность 95±5%) по ГОСТ 10180-90, ГОСТ 5802-86, ГОСТ 310.1-76, ГОСТ 30744-2001, а так же для любых испытаний, в пределах своих технических характеристик. Рассматривается конструкция камеры нормального твердения, рассчитанной для работы в закрытых помещениях во невзрывоопасной окружающей среде, не содержащей солевых туманов, токопроводящей пыли, агрессивных газов или паров разрушающих металл и изоляцию.
В настоящее время известно большое число испытательных камер или климатических камер для изучения образцов материала и их аналогов. Заданные температуры и/или заданные влажности воздуха для специфического желательного климатического режима могут быть созданы в пространстве расположения образцов, то есть внутри таких климатических камер. Однако известные климатические камеры имеют, среди прочего, недостаток, связанный с тем, что заданный климатический режим может быть достигнут только после относительно длительного периода времени. Если образцы материала должны подвергаться воздействию климатического режима в течение только короткого промежутка времени, эти образцы материала не могут оставаться в климатической камере в течение такого длительного периода времени, так как на результаты измерения будет влиять их чрезмерно длительное пребывание в климатической камере. В связи с этим существенным для таких испытательных камер является создание устройств, обеспечивающих быстрое по времени и гарантированное по точности получение температуры и влажности в заданных нормативными документами границах температур и влажности.
Например, известна климатическая камера (1) для быстрого достижения и поддержания заданной влажности воздуха и/или заданной температуры, содержащая пространство (2) выборок, по меньшей мере, один вентилятор (6, 14), перемещающий воздух при помощи, по меньшей мере, одного направляющего элемента (8, 9) от выпуска (5) пространства (2) выборок, по меньшей мере, частично через обводную ветвь (3) и/или, по меньшей мере, частично через ветвь (4) сушки назад на впуск (17) пространства (2) выборок, при этом направляющий элемент или направляющие элементы (8, 9) приводят в действие при помощи устройства (21) контроля и регулирования в зависимости от измеренного фактического значения влажности воздуха и/или в зависимости от измеренного фактического значения температуры и снабженная устройством (16) регулирования температуры, расположенным за обводной ветвью (3) и ветвью (4) сушки в области впуска (17) (RU 2411416, F24F 3/14, опубл. 10.02.2011). Данное решение принято в качестве прототипа.
В этом известном решении перемещение воздуха осуществляется одним вентилятором, подающим воздушный поток через основной канал, который имеет дополнительный отвод для обеспечения регулировки напора воздушного потока. За счет перепуска воздуха через отводной канал температура внутри камеры может быть приведена очень быстро и точно к заданным значениям. Так же предполагается использование заслонок для смешивания воздуха с тепловым потоком от нагревателя с одновременным перепуском воздушного потока. Кроме того, устройство регулирования температуры содержит устройство охлаждения и может дополнительно содержать устройство нагревания. За счет того, что в качестве десиканта преимущественно используют цеолиты, температура в пространстве выборок повышается, когда влага воздуха поглощается при помощи цеолитов. Это повышение температуры воздуха в зоне расположения образцов, вызванное экзотермической реакцией цеолитов при поглощении влаги, компенсируется при помощи устройства охлаждения, так что температура воздуха в зоне расположения образцов остается, главным образом, постоянной. Устройство охлаждения может быть образовано, например, при помощи элементов Пельтье или их аналогов, через которые для регулировки температуры проходит поток воздуха. А устройство нагревания может быть образовано при помощи намотанных по спирали проволок высокого сопротивления (проволочных резисторов) или их аналогов, мимо которых проходит поток воздуха.
Как видно из описания известной камеры для исследования образцов материалов система создания требуемых значений влажности и температуры в замкнутом объеме камеры представляет собой достаточно сложную конструкцию, требующую не только очень точного изготовления, но и точной настройки и выработки такого программного алгоритма, который должен контролировать изменения с точностью до 1°C. Но в реалиях, такая высокая точность имеет относительный характер, так как точность определяется на уровне сравнительных характеристик, которые должны иметь временную константу, то есть в некоторый промежуток времени показатель должен сохраняться неизменным. Но в заявленном решении все показатели не имеют постоянных значений в силу того, что процесс изменения влажности или температуры меняется в текущем времени, а контроль за этим изменением происходит уже после достижения некоторого показателя, который за время контроля и сравнения уже изменился. Таким образом, показатель точности отражает не точность достижения в текущий момент времени действительного значения параметра, а показывает то значение, которое было несколько секунд назад. Условность точности - это главный недостаток известного решения, так как он влияет на достоверность полученных результатов.
Этот недостаток обусловлен некоторыми конструктивными особенностями исполнения самой камеры. В камере применяется либо ультразвуковой увлажнитель, либо увлажнитель распылительного типа, что приводит к капельному увлажнению воздуха (образцы могут непосредственно орошаться водой), относительно которого система контроля может измерить только усредненный показатель и не учитывает местное переувлажнение в одной зоне по отношению к местной пересушке в другой зоне.
Полезная модель направлена на достижение технического результата, заключающегося в упрощении конструкции за счет изменения системы формирования влажности и повышении достоверности получаемых результатов за счет образования увлажняющего поток равномерной структуры во всем внутреннем объеме камеры.
Указанный технический результат достигается тем, что камера нормального твердения, содержащая корпус в виде шкафа с зоной размещения подлежащих исследованию образцов бетонов, в котором в верхней части шкафа размещено устройство увлажнения в изотермическом режиме внутреннего воздушного объема шкафа, вентилятор, а так же устройство нагревания и блок контроля за параметрами влажности и температуры внутри объема шкафа, выполненный на базе программируемого микропроцессора с функцией ручной установки параметров влажности и температуры, и автоматического поддержания установленных параметров при их достижении, снабжена холодильной установкой, испаритель или охладитель которой совмещен с нагревательным элементом устройства нагревания и размещен в выходящем потоке воздуха рядом с лопастным вентилятором устройства увлажнения и перемешивания воздуха, которое включает в себя указанный лопастной вентилятор, выполненный с возможностью формирования воздушного потока со скоростью от 3,0 м/сек до 4,0 м/сек для испарения воды непосредственно с поверхности заполненного водопроводной водой, и установленного под указанным вентилятором лотка без подхвата самой воды, при этом стенки камеры утеплены для ограничения влияния температуры снаружи корпуса на температуру внутри него.
Указанные признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Полезная модель поясняется конкретным примером, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения приведенной совокупностью признаков требуемого технического результата.
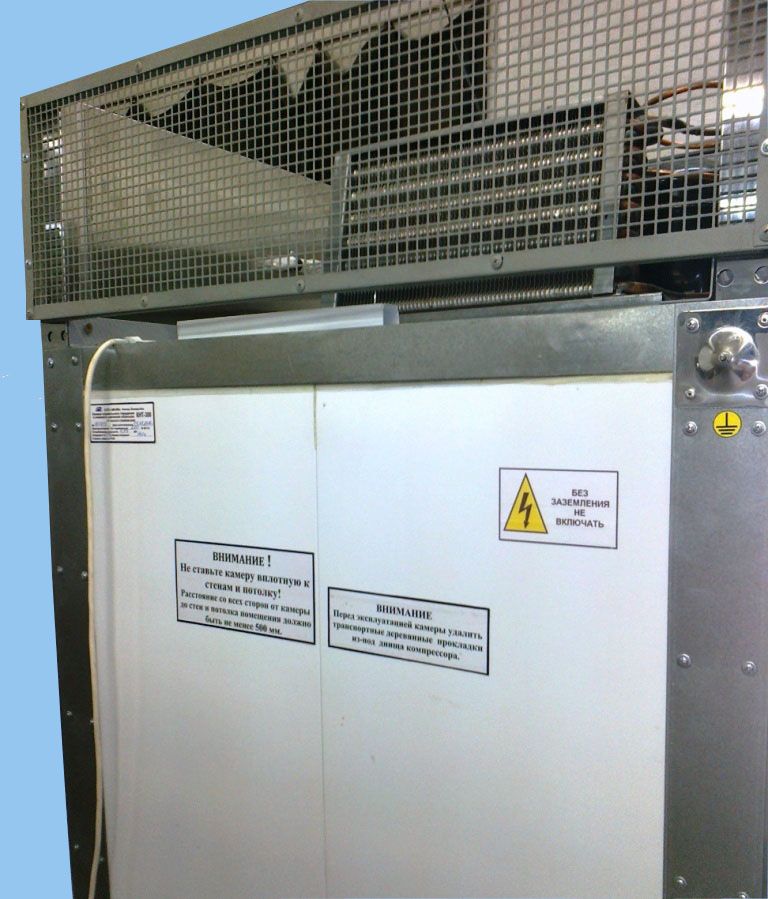
На прилагаемом рисунке представлена схема камеры нормального твердения, хранения образцов бетона и строительного раствора и оттаивания образцов бетонов.
В рамках настоящей полезной модели рассматривается конструкция камеры нормального твердения, хранения образцов бетона и строительного раствора, и оттаивания образцов бетонов ячеистых автоклавного твердения при их испытании на морозостойкость, выполненную с особенностями увлажнения воздуха, и поддерживания температуры воздуха в ней.
Камеры нормального твердения и влажного хранения образцов (КНТ) предназначены для твердения и влажного хранения образцов бетона при нормальных условиях по ГОСТ 10180-90 и по ГОСТ 18105-86, и образцов раствора строительного по ГОСТ 5802-86. Одновременно камеры нормального твердения и влажного хранения образцов могут применяться в качестве камер для оттаивания образцов бетонов ячеистых автоклавного твердения при температуре (18±2)°C и относительной влажности воздуха (95±2)°C по ГОСТ 31359-2007.
Согласно настоящей полезной модели камера нормального твердения содержит корпус в виде шкафа с зоной размещения подлежащих исследованию образцов бетонов. В этом шкафу в верхней ее части размещено устройство увлажнения в изотермическом режиме внутреннего воздушного объема шкафа, лопастной вентилятор, а так же устройство нагревания и блок контроля за параметрами влажности и температуры внутри объема шкафа, выполненный на базе программируемого микропроцессора с функций ручной установки параметров влажности и температуры и автоматического поддержания установленных параметров при их достижении. Стенки камеры утеплены для ограничения влияния температуры снаружи корпуса на температуру внутри него
Камера снабжена холодильной установкой, испаритель или охладитель которой совмещен с нагревательным элементом устройства нагревания и размещен и размещен в выходящем потоке воздуха над вентилятором устройства увлажнения и перемешивания воздуха, которое включает в себя указанный лопастной вентилятор, выполненный с возможностью формирования воздушного потока со скоростью от 3,0 м/сек до 4,0 м/сек для испарения воды непосредственно с поверхности заполненного водопроводной водой и установленного под указанным вентилятором лотка без подхвата самой воды (возможны и другие варианты исполнения, с различным размещением испарителя (охладителя) по отношению к вентилятору).
На прилагаемом рисунке основные элементы камеры нормального твердения обозначены следующими позициями: 1 - машинно-аппаратное отделение (компрессорно-конденсаторный агрегат холодильной машины и аппаратура управления), 2 - испаритель (охладитель) холодильной машины, совмещенный с нагревательным элементом, 3 - электродвигатель вентилятора и 4 - лоток с водой. Регулирование температуры и влажности осуществляется автоматически с помощью программируемого микропроцессора.
Применение системы увлажнения испарительного типа в изотермическом режиме, предусматривающей испарение воды непосредственно с поверхности испарительного лотка с помощью скоростного вентилятора со скоростью воздушного потока от 3.0 м/сек до 4,0 м/сек, позволяет достигать высокую относительную влажность воздуха от 95 до 100%. Это новое по отношению к существующему уровню техники, согласно которого применяется либо ультразвуковой увлажнитель, либо увлажнитель распылительного типа. При этом в рассматриваемой камере отсутствует необходимость в элементах, увеличивающих поверхность испарения, обычно применяемых в увлажнителях испарительного типа.
Для достижения эффекта достаточного испарения без захвата капель воды мощность на валу электродвигателя вентилятора выбирается не менее 18 вт, не более 25 вт. При меньшей мощности влажность 95% не достижима, при большей мощности происходит подхват воды и ее разбрызгивание (в соответствии с п.2.3.2.ГОСТ 10180-90 Образцы в камере нормального твердения не должны непосредственно орошаться водой). Число оборотов в минуту электродвигателя вентилятора - не менее 2400, не более 3000. Если менее 2400, то влажность 95% не достижима, если более 3000, происходит подхват воды и ее разбрызгивание. При этом направление воздушного потока от лопастного вентилятора происходит на двигатель (вверх), если наоборот, то происходит разбрызгивание воды.
Данные показатели выбраны экспериментально. При этом размер А (расстояние от нижней точки лопасти вентилятора до верхней кромки лотка с водой) должно быть не менее 20 мм и не более 25 мм. Если это расстояние более 25 мм, то влажность 95% не достижима, если менее 20 мм, происходит подхват воды и ее разбрызгивание. А также размер В (высота лотка с водой) - не менее 50 мм и не более 80 мм. Если менее 50 мм, то межзаправочный ресурс составит менее 400 открываний двери камеры, если более 80 мм, то по мере израсходования воды в лотке (при малом уровне воды) влажность 95% не достижима.
В этом заключается предельная простота конструкции системы увлажнения испарительного типа с применением обычной водопроводной воды и отсутствие сложных по устройству и капризных в эксплуатации ультразвукового увлажнителя воздуха или увлажнителя распылительного типа.
При этом при заправке лотка водой отсутствуют специальные требования к воде, используется обычная водопроводная вода (у известных камер используется либо дистиллированная вода (в случае ультразвукового увлажнителя), либо требуется водоподготовка по деминерализации воды (в случае распылительного увлажнения).
Утепленные стенки камеры и наличие в составе холодильной машины создают возможность некритичного отношения к температуре окружающего воздуха (от +1°C до +30°C) внутри помещения лаборатории и возможность размещения камеры в подсобном помещении (у всех конкурентов использование холодильной машины в составе конструкции камеры нормального твердения не предполагается, но предполагается предъявление специальных требований к температуре окружающего воздуха в помещении лаборатории - не выше 22°C
При правильном подборе диаметра и угла атаки крыльчатки вентилятора одного вентилятора достаточно для объема камеры до 1500 литров.
Управление работой камеры (измерение температуры и влажности, включение и выключение вентилятора, холодильной машины и нагревателя) осуществляется микропроцессорным контроллером по специально заданной программе в автоматическом режиме.
Преимущества рассмотренной камеры нормального твердения заключаются в следующем:
1. Более узкий диапазон поддерживаемых параметров по влажности и температуре (температура = (20±2)°C и относительная влажность воздуха = 95÷100%) по сравнению с камерами других производителей (температура = (20±3)°C и относительная влажность воздуха = 90÷100%). Дело в том, что по требованиям «ГОСТ 10180-90. Бетоны. Методы определения прочности по контрольным образцам» предполагается создание у поверхности образцов нормальных условий со следующими параметрами - температура (20±3)°C и относительная влажность воздуха (95±5)%. Но в соответствии с требованиями «ГОСТ 18105-86. Бетоны. Правила контроля прочности» и требованиями «ГОСТ 5802-86. Растворы строительные. Методы испытаний» твердение образцов, предназначенных для определения прочности бетона в проектном возрасте и хранение образцов раствора, должно производиться в нормальных условиях при температуре (20±2)°C и относительной влажности воздуха не менее 95%. Поэтому камеры нормального твердения согласно заявленной полезной модели соответствуют требованиям трех одновременно существующих стандартов.
2. Более широкий диапазон допустимой температуры окружающего воздуха помещения лаборатории (или подсобного помещения). Камеры спроектированы для работы в помещениях при температуре воздуха от +1°C до +30°C и относительной влажности до 80%. Для этого камеры укомплектованы нагревателями и холодильной машиной для поддерживания необходимых параметров воздуха внутри камеры по температуре и влажности. Наличие утепленного корпуса, утепленных дверей, а также холодильной машины создает возможность некритичного отношения к температуре окружающего воздуха внутри помещения лаборатории (или подсобного помещения). Некоторые производители камер нормального твердения в целях удешевления изготавливают их без утепления корпуса и без комплектации холодильной машиной, что не позволяет поддерживать необходимые параметры внутренней среды без предъявления специальных требований к помещению лаборатории по температуре окружающего воздуха.
3. Комплектация камер высоконадежной системой увлажнения испарительного типа с применением обычной водопроводной воды и отсутствие сложного по устройству и капризных в эксплуатации ультразвукового увлажнителя воздуха или увлажнителя распылительного типа.
Применяемая система увлажнения испарительного типа предельно проста по конструкции и предусматривает испарение воды непосредственно с поверхности испарительного лотка с помощью скоростного вентилятора со скоростью воздушного потока не менее 3.0 м/сек, что позволяет достигать высокую относительную влажность воздуха от 95 до 100%.
4. Малая потребляемая мощность (установленная мощность камеры составляет 1500 вт), которая в 2-3 раза ниже, чем потребляемая мощность подобных камер других изготовителей.
Камера нормального твердения, содержащая корпус в виде шкафа с зоной размещения подлежащих исследованию образцов бетонов, в котором в верхней части шкафа размещено устройство увлажнения в изотермическом режиме внутреннего воздушного объема шкафа, вентилятор, а также устройство нагревания и блок контроля за параметрами влажности и температуры внутри объема шкафа, выполненный на базе программируемого микропроцессора с функцией ручной установки параметров влажности и температуры и автоматического поддержания установленных параметров при их достижении, отличающаяся тем, что она снабжена холодильной установкой, испаритель или охладитель которой совмещён с нагревательным элементом устройства нагревания и размещен в выходящем потоке воздуха рядом с лопастным вентилятором устройства увлажнения и перемешивания воздуха, которое включает в себя указанный лопастной вентилятор, выполненный с возможностью формирования воздушного потока со скоростью от 3,0 м/с до 4,0 м/с для направления воздушного потока в сторону испарителя или охладителя, совмещённого с нагревательным элементом устройства нагревания, для испарения воды непосредственно с поверхности, заполненного водопроводной водой и установленного под указанным вентилятором лотка без подхвата самой воды, при этом стенки камеры утеплены для ограничения влияния температуры снаружи корпуса на температуру внутри него.
 В очередной раз хочу посоветовать Вам, как сберечь Ваши деньги и как данном случае можно выдерживать кубики бетонные залитые в формы, с нужными нам параметрами, чтобы знать реальную прочность бетона, который мы сделали. Обычно такие, нужные по ГОСТу параметры, которые дает камера нормального твердения
В очередной раз хочу посоветовать Вам, как сберечь Ваши деньги и как данном случае можно выдерживать кубики бетонные залитые в формы, с нужными нам параметрами, чтобы знать реальную прочность бетона, который мы сделали. Обычно такие, нужные по ГОСТу параметры, которые дает камера нормального твердения
Может быть именно мне часто не везло, и мне встречались часто руководители БСУ, особенно в последние «кризисные годы», которые ну никак не хотели вкладывать деньги в создание нормальной лаборатории. К сожалению общаясь и сейчас с коллегами технологами убеждаюсь, что это именно так. Вот и приходилось выкручиваться.
 Вот к примеру стандартная заводская камера нормального твердения для набора прочности бетона, ее стоимость начинается с 80,0 тысяч рублей и выше, да и место она много занимает, а очень часто под лабораторию выделяют стандартный вагончик, и это в лучшем случае.
Вот к примеру стандартная заводская камера нормального твердения для набора прочности бетона, ее стоимость начинается с 80,0 тысяч рублей и выше, да и место она много занимает, а очень часто под лабораторию выделяют стандартный вагончик, и это в лучшем случае.
Конечно Вы скажете, что можно сделать самим и наверное будете правы, действительно такую камеру можно сделать, ничего особо сложного нет, но во первых это тоже стоит приличных денег, во вторых нужны какие никакие специалисты, ну и в третьих — место она также много занимает.
Расскажу, как это делаю я, беру две 2х секционные формы для кубиков 100*100.
 Обычно я ставлю 2 формы рядом и под этот размер делаем жесткий каркас из тонких досочек толщиной 10мм, каркас или прямоугольник должен делаться с припуском по 1-2 см по длине, ширине и высоте, сверху этот каркас обтягивается плотной пленкой и прибивается мебельными гвоздиками.
Обычно я ставлю 2 формы рядом и под этот размер делаем жесткий каркас из тонких досочек толщиной 10мм, каркас или прямоугольник должен делаться с припуском по 1-2 см по длине, ширине и высоте, сверху этот каркас обтягивается плотной пленкой и прибивается мебельными гвоздиками.
Получается как бы колпак, который свободно накрывает 2 формы стоящие вплотную друг к дугу. Почему вы спросите 2 формы. Потому что я обычно забиваю на каждую партию 4 кубика для испытания на 3, 7, 28 дней и один на длительное хранение до 3 лет Таких колпаков нужно не менее 5 штук, конечно это зависит от того сколько бетона разных марок в сутки вы делаете.
Хранить можно на стеллаже или прямо на лабораторном столе или под столом, главное, чтобы в помещении температура обязательно должна быть около 20 град С. Дальше через сутки Вы делаете распалубку, извлекаете кубики.
Теперь уже для 28 суточного хранения нужно сделать еще колпаки (обычно я делал на 8 кубиков). Кубики ставите на стеллаж, под кубики подстилаете п/э пленку и накрываете уже колпаками другого размера. Учтите, что между кубиками должен быть зазор 10 мм и между кубиками и колпаком тоже 10мм. Таких колпаков нужно не менее 20 штук.
Цена таких колпаков ничтожно мала. Среди персонала наверняка найдется «умелец», который это сделает в перерывах между производством бетона. Вот Вам и камера без всяких затрат. Еще раз подчеркиваю в помещении должно быть тепло — температура около 20 град, колпак сохраняет влажную среду внутри колпака (это самое главное для бетона), желательно через день или два опрыскивать кубики, если они пересыхают.
На пленке внутри должны быть капельки влаги, ну знаете как в теплице, это значит под колпаком влажная среда, если капелек влаги нет значит у Вас между основанием на чем лежат кубики и колпаком большой зазор и влага уходит, нужно открыть колпак и опрыскать из пульверизатора, таким пользуются хозяйки дома когда гладят (вернее раньше так делали, сейчас все утюги с увлажнителями).
Я думаю Вы меня поняли, многие наверное меня сочтут занудой за слишком детальное и подробное описание. Я всегда рассчитываю, как бы это мягче сказать, на самого неискушенного пользователя.
Советую также познакомиться на моем сайте с моей программой по подбору составов бетона.
А как приготовить хороший бетон в экстремальной ситуации читаете здесь.
Ну вот на этой оптимистической ноте позвольте мне закончить, кликните по этой ссылке и посмотрите другие интересные материалы моего сайта.
Эта запись сделана один к одному как у меня на сайте, к сожалению, по правилам ресурса Subscribe я не могу размещать более одной активной ссылки, поэтому посетите мой сайт www.helpbeton.ru. там Вы найдете много интересного о бетоне, а также о других новых и уникальных технологиях производства стройматериалов.
С уважением, Николай Пастухов.
Комментарии 0МИНИСТЕРСТВО ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА СССР
ВЕДОМСТВЕННЫЕ НОРМЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ВЕДОМСТВЕННЫЕ НОРМЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ТЕПЛОВОЙ ОБРАБОТКИ
МОСТОВЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Разработаны Всесоюзным ордена Октябрьской Революции научно-исследовательским институтом транспортного строительства (ЦНИИС) Министерства транспортного строительства СССР и Государственным проектным и проектно-конструкторским институтом по проектированию строительства мостов (Гипростроймост), д-ром техн. наук А.Р. Соловьянчиком, кандидатами техн. наук В.П. Абрамовым, Г.С. Рояком, инж. В.Г. Рудицким (Гипростроймост) при участии инж. Е.А. Антонова (ЦНИИС).
Внесены Министерством транспортного строительства СССР.
Подготовлены к утверждению главным научно-техническим управлением, Л.Ф. Кисилевым.
Согласованы Госстроем СССР № 11/5-62 от 5.07.89 г.
Ведомственные нормы технологического проектирования тепловой обработки мостовых железобетонных конструкций разработаны в развитие ОНТП-07-85 "Общесоюзные нормы технологического проектирования предприятий сборного железобетона", глав СНиП 3.09.01-85 "Производство сборных железобетонных конструкций и изделий", СНиП III -43-75. "Мосты и трубы. Правила производства и приемки работ" и изменений к нему № 1 и № 2, утвержденных постановлениями Госстроя СССР от 30 декабря 1980 г. № 219 и от 31 декабря 1987 г. № 318.
В них содержатся основные нормативы, необходимые для разработки проектов технологических линий, установок ускоренного твердения бетона, шлюзовых камер, технологической оснастки, требуемых при использовании тепловых методов ускорения твердения бетона.
Требованиями настоящих Норм следует руководствоваться при проектировании новых, реконструкции и техническом перевооружении действующих заводов мостовых железобетонных конструкций и производственных баз мостостроительных организаций.
Нормы разработаны на базе результатов проведенных за последние годы научно-исследовательских и опытно-экспериментальных работ и обобщения опыта работы передовых предприятий МЖВК и учитывают специфику технологического процесса тепловой обработки мостовых железобетонных конструкций, связанную с повышенными требованиями к морозостойкости и водонепроницаемости бетона, к надежности и долговечности сооружений, а также с учетом конструктивных форм и массивности изделий.
Министерство транспортного строительства СССР
1.1. Настоящие Нормы распространяются на проектирование технологических линий, установок ускоренного твердения бетона, технологической оснастки, остывочных помещений и шлюзовых камер, связанных с использованием тепловых методов ускорения твердения бетона и последующим выдерживанием мостовых железобетонных конструкций.
1.2. Тепловая обработка мостовых железобетонных конструкций осуществляется для сокращения сроков достижения бетоном заданных проектом величин распалубочной, передаточной и отпускной прочностей и обеспечения требуемой производительности технологических линий.
1.3. Нормативные технологические параметры и показатели даны для типовых и индивидуальных проектов.
При разработке проектов конкретных технологических линий, технологической оснастки и тепловых установок (установок ускоренного твердения бетона, остывочных помещений и шлюзовых камер) отдельные параметры для данного предприятия необходимо уточнять в зависимости от номенклатуры изделий, применяемых материалов и других местных условий, но их значения не должны быть ниже показателей, регламентируемых настоящими Нормами.
Внесены ЦНИИС Минтрансстроя и Гипростроймост
Утверждены приказом Министерства транспортного строительства СССР № АВ-398
от 7 августа 1989 г.
Срок введения в действие с
1 января 1990 г
пропаривания бетона в пропарочных камерах ямного или тоннельного типа, под переносными (съемными) колпаками насыщенным паром низкого (до 0,3 МПа) давления;
контактного и конвективного прогрева бетона, уложенного в теплоизолированные формы с помощью различных теплоносителей (пара, горячей воды, разогретого масла, электричества);
экзотермического (термосного) и частично-термосного выдерживания, а также экзотермического способа выдерживания в сочетании с компенсационным обогревом;
комбинированных способов прогрева;
прогрева бетона с помощью солнечной энергии с использованием светотеплоизолирующих покрытий, промежуточных теплоносителей и теплоаккумулирующих веществ при условии исключения высушивания бетона.
При использовании технических и технологических средств, исключающих возможность высушивания бетона на всех этапах его ускоренного твердения, а также неблагоприятное тепловое взаимодействие опалубок и стендов с конструкциями из твердеющего бетона, допускается в опытном порядке производить тепловую обработку в камерах с использованием продуктов сгорания природного газа или электронагревателей.
Ускоренное твердение бетона вышеназванными способами, кроме тепловой обработки пропариванием и контактным прогревом в термоформах, должно осуществляться с учетом вида конструкций и условий производства по специальным инструкциям в составе проектов технологических линий.
Технико-экономическое сравнение рассматриваемых вариантов при выборе способа тепловой обработки следует производить с учетом "Методических рекомендаций по оценке эффективности и выбору способа тепловлажностной обработки изделий на заводах сборного железобетона Минтрансстроя" (М. ЦНИИС, 1978), требований к охране окружающей среды и положений настоящих Норм.
1.6. Тепловая обработка изделий пропариванием может быть применена при изготовлении всех мостовых железобетонных конструкций.
Тепловую обработку в термоформах целесообразно применять для конструкций сложной конфигурации: тавровых и двутавровых цельноперевозимых балочных пролётных строений, коробчатых блоков и блоков ПРК составных пролётных строений.
1.7. При разработке конкретных проектов технологических линий по выпуску мостовых железобетонных конструкций для обеспечения заданного ритма технологического потока требуемая производительность должна назначаться, как правило, по съему продукции с проектируемых установок ускоренного твердения (тепловых агрегатов), который зависит от типа выпускаемых конструкций, характеристик применяемых материалов (состав бетона, тип, марка, расход, химический и минералогический состав цемента и др.), температурных условий выдерживания конструкций, методов уплотнения, суперпластификаторов, и др. Для определения объемов продукции, снимаемой с проектируемой установки, необходимо в каждом конкретном случае задаваться минимальной продолжительностью цикла тепловой обработки, обеспечивающей достижение бетоном прочности, заданной в проекте;
1.8. Продолжительность цикла и режимы тепловой обработки определяются по методикам, изложенным в гл. 3 и рекомендуемых приложениях 1. 2 и 3 настоящих Норм.
1.10. Выбор теплоносителя должен осуществляться на основании технико-экономических расчетов и целесообразности его применения в конкретных условиях производства с учетом энергетических балансов предприятий. При проектировании технологических линий следует стремиться к использованию минимального количества теплоносителей и не включать в проекты дефицитные для данного региона теплоносители.
1.11. При разработке технологических линий по изготовлению железобетонных конструкций необходимо предусматривать мероприятия по защите бетона от высыхания и трещинообразования. Каждое мероприятие должно назначаться с учетом принятой технологии, используемого метода тепловой обработки конструкций и особенностей выдерживания бетона после тепловой обработки.
1.12. В пропарочные камеры и под колпаки необходимо подавать насыщенный пар низкого давления. Давление пара в подводящих трубопроводах не должно превышать 0,3 МПа.
При использовании в пропарочных камерах пара более высокого давления (например, поступающего от ТЭЦ) необходимо осуществлять мероприятия по увлажнению пара. Способ увлажнения пара выбирается проектной организацией на основании технико-экономического обоснования.
2.1. В технической документации на сооружение новых и реконструкцию действующих установок ускоренного твердения бетона должны выполняться требования по их нормальной эксплуатации и рациональному использованию энергоресурсов, предусмотренные в табл. 1.
2.2. Для теплотехнической оценки конструктивно-планировочных решений установок ускоренного твердения бетона в проектах необходимо приводить величины удельной теплообменной характеристики ограждений qm.o и удельной теплоаккумуляционной характеристики ограждений qm.a . значения которых не должны превышать величин, указанных в табл. 1.
3. ПРОЕКТИРОВАНИЕ ПАРАМЕТРОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ТЕПЛОВОЙ ОБРАБОТКИ МОСТОВЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙПримечания. 1. Допускается подъем температуры при выдерживании изделий в закрытых формах со скоростью до 5 °С в час без предварительной выдержки.
2. То же, но изготовленных из бетона с воздухововлекающими (газообразующими) и пластифицирующими добавками (кроме свай, столбов, оболочек, звеньев труб, блоков опор в зоне ледохода).
3. Назначение отпускной прочности более 75 % от проектного класса бетона должно быть обосновано. Снижение проектных значений отпускной прочности до 75 % должно быть согласовано с изготовителем и потребителем и произведено за счет корректировки проектного класса бетона, изменением транспортных схем перевозки, либо за счет изменения конструктивных параметров самой конструкции (армирования, опалубочных форм и др.), а также технологических приемов изготовления конструкций.
3.5. При подаче или установке конструкций в пропарочную камеру разность температуры среды и температуры поверхности бетона конструкции, скорость подъема и снижения температуры бетона, температуру изотермического выдерживания и
продолжительность тепловой обработки необходимо назначать с учетом стадийности тепловой обработки, назначения конструкции (обычного или северного исполнения), требований к бетону по морозостойкости, массивности конструкции, начальной температуры уложенного бетона и других в соответствии с нормативными данными, приведенными в табл. 2.
Увеличение длительности изотермического прогрева выше указанной не дает возможности реализовать эффективные свойства цементов и не обеспечивает существенного роста прочности бетона, приводит к увеличению расхода тепловой энергии и снижению производительности технологической линии.
3.7. В исключительных случаях при временном изменении на производстве качества материалов и режимов выдерживания допускается увеличение продолжительности цикла тепловой обработки на 15 % от проектной. При стабильных отклонениях продолжительности тепловой обработки от проектной увеличение продолжительности должно бить согласовано с проектной организацией - разработчиком технологических линий.
3.8. В проектах технологических линий должны приниматься, как правило, предельные параметры технологических норм, указанные в табл. 2.
Технологические параметры, приведенные в табл. 2. распространяются только на способы тепловой обработки мостовых железобетонных конструкций пропариванием в пропарочных камерах под колпаками или контактным прогревом в термоформах.
Для других способов ускоренного твердения бетона, указанных в п. 1.4 настоящих Норм, режимы выдерживания должны определяться по специальным инструкциям в составе проектов технологических линий или на основе расчетов на ЭВМ.
3.9. При проектировании новых предприятий по выпуску мостовых железобетонных конструкций могут быть случаи, когда неизвестна кинетика набора прочности твердеющим бетоном при переменных температурах. Для определения продолжительности цикла тепловой обработки бетона в этом случае рекомендуется использовать методику приведенного времени. При этом достаточно получить для проектируемого предприятия кривые нарастания относительной прочности бетона, твердеющего в нормальных условиях при 20 °С, и с помощью переходных коэффициентов a (табл. 3 ) определить режим тепловой обработки бетона любой конструкции. Методика определения продолжительности цикла тепловой обработки бетона с помощью переходных коэффициентов приведена в рекомендуемом приложении 1 настоящих Норм.
3.10. При определении продолжительности тепловой обработки типовых и индивидуальных цельноперевозимых балочных пролетных строений, а также ориентировочно для коробчатых блоков, блоков ПРК и плитных пролетных строений на действующих предприятиях следует руководствоваться методикой, приведенной в рекомендуемом приложении 2 настоящих Норм.
3.11. При ориентировочном определении продолжительности тепловой обработки мостовых железобетонных конструкций (средней между возможной минимальной и максимальной продолжительностью) можно воспользоваться данными, приведенными в приложении 3 настоящих Норм.
3.12. При производстве сборных мостовых бетонных и железобетонных конструкций, подвергаемых тепловой обработке, необходимо применять портландцементы, которые должны соответствовать I и II группам эффективности при пропаривании согласно ГОСТ 26633-85 и ГОСТ 22236-85. Наиболее эффективным цементам при пропаривании соответствует портландцемент нормированного минералогического состава для мостовых конструкций по ГОСТ 10178-85. При этом наиболее короткие по продолжительности режимы тепловой обработки обеспечиваются при использовании цементов II минералогической группы с содержанием 6-8 % С3 А и 65 % - С3S.
3.14. Для улучшения технологических свойств бетонной смеси, обеспечения заданных классов бетона по прочности, морозостойкости и водонепроницаемости, а также для снижения расхода цемента или трудовых и энергетических затрат в бетонную смесь следует вводить химические добавки. При введении в бетонную смесь суперпластификтора С-3 и воздухововлекающих добавок необходимо соблюдать требования, изложенные в "Руководстве по применению новых воздухововлекающих химических добавок в бетонах для мостов" (М. ЦНИИС, 1985), "Временных методических рекомендациях по применению бетонов с добавкой суперпластификатора С-3 для транспортного строительства" (М. ЦНИИС, 1985).
3.15. Во избежание возникновения температурных трещин при охлаждении распалубку и передачу усилия предварительного напряжения на бетон балок, изготавливаемых на стационарных стендах, необходимо производить сразу после достижения бетоном требуемой прочности, на допуская охлаждения бетона в конструкции ниже 35 °С. Последующее охлаждение должно происходить в естественных условиях цеха при свободных температурных деформациях изготавливаемой балки. Боковые щиты опалубки необходимо отводить при достижении бетоном передаточной прочности. При этом снимают также теплоизоляционные маты.
Влагоизолирующие покрытия снимают после охлаждения балки до температуры, регламентированной технологической картой.
3.16. Для обеспечения высокой производительности технологических линий при использовании солнечной энергии в полигонных условиях бетонирования балок и других конструкций необходимо осуществлять не позднее 12 ч дня, а температура уложенного бетона должна быть не ниже 20-25 °С.
3.17. При выдаче изделий из цеха на склад готовой продукции в зимнее время через шлюзовые камеры разность температуры бетона и температуры воздуха в камере (обосновать техническими расчетами) может быть повышена против значений, предусмотренных табл. 2.
3.18. При выборе параметров тепловой обработки мостовых железобетонных конструкций следует учитывать, что нормативный удельный технологических расход тепловой энергии на тепловую обработку 1 м 3 бетона при исправном состоянии теплотехнического оборудования соответствует величинам, приведенным в табл. 4.
Уточненные удельные расходы тепловой энергии на технологические нужды должны определяться на основании расчета тепловых балансов установок ускоренного твердения бетона.
3.19. Теплоэнергетический баланс предприятий (цехов, технологических линий), общецеховые и общепроизводственные расходы энергии должны определяться на основе паспортизации теплоэнергетического оборудования заводов МЖБК в соответствии с "Рекомендациями по подготовке исходной информации для проведения паспортизации теплотехнического оборудования заводов сборного железобетона" (М. ЦНИИС, 1984) и "Указаний по нормированию расхода тепловой энергии на заводах сборного железобетона" (М. ЦНИИС, 1988).
3.20. Технологические линии и участки тепловой обработки мостовых железобетонных конструкций, цеха и котельные должны быть оборудованы приборами учета расхода тепловой энергии.
4.1. Для автоматизации процессов тепловой обработки железобетонных конструкций при проектировании новых и реконструкции действующих необходимо применять системы на базе микропроцессорной техники (устройства А351-01, "Бетон Т2"), обеспечивающие:
заданный температурный режим твердения бетона;
непрерывную информацию о текущей температуре и прочности бетона;
исключение тепловых ударов на бетон после случайного прекращения подачи теплоносителя путем перехода на требуемый режим с заданной скоростью при возобновлении подачи теплоносителя;
сигнализацию об аварийных ситуациях (обрыв датчика, выход из строя регулирующих клапанов, неисправность вентиляции и т.п.);
регистрацию фактической температуры и прочности бетона в процессе тепловой обработки;
контроль прочности твердеющего бетона при отключении каналов регулирования;
учет расхода теплоносителя в процессе тепловой обработки.
В условиях полигонов, как исключение, допускается осуществлять регулирование режимов тепловой обработки с помощью изотермосмесителей и эжекторов-терморегуляторов.
4.2. При использовании указанных выше систем автоматического управления тепловой обработкой датчики температур должны устанавливаться в бетон. Места установки датчиков в конструкции должны регламентироваться технологическими картами с учетом требований пп. 4.5 и 4.8.
Максимальная температура греющей среды при использовании систем автоматического управления на базе микропроцессорной техники должна ограничиваться с помощью эжекторов-терморегуляторов и изотермосмесителей.
4.3. Точность регулирования температуры паровоздушной смеси в камере должна определяться типом применяемой системы автоматизации: для изотермосмесителей - не ниже ± 2,5 °С, электронных систем - не ниже ± 1 °С. Точность регулирования температуры бетона - не ниже ± 1 °С.
4.4. В процессе заводского изготовления изделий необходимо предусматривать контроль распределения температуры греющей среды по объему тепловых агрегатов, который осуществляется следующим образом.
В действующих тоннельных пропарочных камерах, не имеющих устройств для стабилизации температурного режима греющей среды (изотермосмесителей или эжекторов-терморегуляторов), необходимо постоянно вести контроль распределения температуры паровоздушной среды в 6 точках двух сечений камеры: на расстоянии до 2 м от ворот и в среднем сечении. Точки замера температур должны находиться на высоте 0,8 м от пола, в средней части и у потолка камеры. Контроль температуры среды осуществляется в течение всего цикла тепловой обработки через каждые 2 ч.
В пропарочных камерах, оборудованных системой автоматизации на базе микропроцессорной техники и устройствами для стабилизации температуры паровоздушной среды, необходимо осуществлять периодический контроль температуры среды в 3 точках по высоте поперечного сечения камеры через каждые 10 циклов тепловой обработки.
4.6. Контроль прочности бетона конструкций, подвергнутых тепловой обработке, осуществляется в соответствии с ГОСТ 16105-85 для нормируемой передаточной и отпускной прочности по образцам или неразрушающими методами по действующим государственным стандартам или другими методами по согласованию с головными научно-исследовательскими организациями.
Контроль прочности бетона в проектном возрасте производится только по образцам.
4.7. Контрольные образцы для определения отпускной или передаточной прочности бетона должны ( в соответствии с ГОСТ 18105-88) твердеть в одинаковых с контролируемой конструкцией температурно-влажностных условиях. Образцы для определения прочности бетона в проектном возрасте должны твердеть в одинаковых с конструкцией условиях, а после ее отгрузки с завода - в условиях нормального твердения по ГОСТ 10180-78.
Места установки контрольных образцов при ускоренном твердении бетона сборных мостовых железобетонных конструкций принимают следующими:
при тепловой обработке в пропарочных камерах или под переносными колпаками - на высоте не более 1м от поверхности пола;
при тепловой обработке или выдерживании балочных конструкций в термоформах - на уровне нижнего пояса балки (допускается установка контрольных кубов на верхней плите под тепловлагозащитным покрытием со снижением фактической передаточной или отпускной прочности на 10 %, а при отсутствии подогрева нижнего пояса балки - на 20 %).
При тепловой обработке конструкций типа коробчатых блоков и блоков ПРК - в соответствии с проектом технологических линий;
при тепловой обработке с использованием гелиотехнологий - в месте наименьшего нагрева бетона, указанном в соответствующей технической документации.
4.9. При тепловой обработке изделий (плит, свай, стоек и др.) в ямных пропарочных камерах контрольные образцы необходимо устанавливать в специально устроенных нишах в стенках камер на высоте не более 0,8-1 м от пола камер.
4.10. Марки бетона по морозостойкости и водонепроницаемости при производстве конструкций и изделий необходимо контролировать в соответствии с ГОСТ 10060-87 и ГОСТ 12780.5-84 при изменении состава, способа уплотнения и режима ускоренного твердения бетона, вида и характеристики материалов для приготовления бетонной смеси, но не реже одного раза в 6 месяцев по каждому производственному составу бетона.
Проектная организация разрабатывает технологическую линию для изготовления мостовых железобетонных конструкций на вновь проектируемой производственной базе треста Мостострой 7 в Ташкенте. Требуется определить продолжительность цикла тепловой обработки предварительно напряженных балок, имеющих передаточную прочность 75 % от R 28.
Для приготовления бетона используется Ахангаранский цемент, имеющий минеральную добавку в количестве 5 %. Данных о параметрах режима тепловой обработки балок из бетона, приготовленного на Ахангаранском цементе, в проектной организации и в тресте Мостострой 7 не имеется.
Определение продолжительности цикла тепловой обработки мостовых железобетонных конструкций может быть осуществлено несколькими способами в зависимости от объема данных, полученных от заказчика. От заказчика желательно получить кривые нарастания прочности бетона рассматриваемых классов при температуре 20 °С.
Рассмотрим простейший случай, когда заказчик представил проектной организации кривую нарастания относительной (в процентах от R 28 ) прочности твердеющего бетона требуемого нам класса на Ахангаранском цементе (рисунок). Определение продолжительности цикла тепловой обработки в таком случае осуществляется следующим образом.
Пусть в проекте технологической линии предусмотрена тепловая обработка мостовых железобетонных конструкций по типовому режиму со следующими параметрами:
начальная температура бетона. 20 °С;
продолжительность предварительного выдерживания. 4 ч;
скорость подъема температуры бетона. 10 °С/ч:
продолжительность периода подъема температуры. 6 ч;
температура изотермического выдерживания бетона. 80 °С;
допустимый перепад температуры бетона и среды в цехе. 20 °С;
скорость снижения температуры бетона. 10 °С/ч;
продолжительность периода снижения температуры. 4 ч.
Кривая нормального твердения бетона на Ахангаранском цементе
Необходимо определить продолжительность изотермического прогрева бетона.
Для достижения требуемой передаточной прочности при твердении бетона в нормальных условиях при 20 °С в соответствии с рисунком требуется 132 ч.
Определим tпр . приведенное к 20 °С время твердения бетона за периоды предварительной выдержки, подъема и снижения температуры. При этом для периода предварительной выдержки aпв = 1; для периода подъема температур при средней температуре этого периода 50 °С aп = 0,36; для периода снижения температур при средней температуре этого периода 60 °С aс = 0,29; а для периода изотермического выдерживания au = 0,19.
Определим приведенное время для периода изотермического выдерживания
откуда продолжительность изотермического выдерживания составит
Общая минимальная продолжительность цикла тепловой обработки составит
При определении производительности технологической линии продолжительность цикла тепловой обработки может быть увеличена с целью увязки с ритмом технологического потока и сменностью работы предприятия.
Аналогично определяется продолжительность тепловой обработки мостовых железобетонных конструкций при двухстадийном выдерживании.
Рассмотрим второй случай. Пусть при расчете установлено, что продолжительность тепловой обработки очень велика и не удовлетворяет требованиям настоящих Норм. В таком случае производится уточнение продолжительности периода изотермического прогрева с учетом применений более высокого класса бетона. При этом имеющуюся кривую нарастания относительной прочности твердеющего бетона необходимо преобразовать в кривую нарастания прочности бетона.
Пусть мы имели класс бетона В35 (прочность бетона 459 кг/см 2 ), тогда для преобразования кривой нарастания относительной прочности бетона в кривую нарастания прочности бетона достаточно умножить соответствующие ординаты кривой на 4,59, так как 1 % нарастания прочности соответствует 4,59 кг/см 2 (0,459 МПа). Для получения кривой нарастания прочности бетона класса В40 (прочность бетона 524 кг/см 2 ) на этом же Ахангаранском цементе достаточно соответствующие ординаты кривой (см. рисунок) умножить на 5,24 (или близкой к ней фактической прочности). Если прочность бетона в возрасте 28 сут. составляет 535 кг/см 2 (53,5 МПа), то соответствующие ординаты умножают на 5,35. Таким образом, мы получим две кривые нарастания прочности бетонов класса В35 и В40. Аналогично при необходимости можно получить кривые нарастания прочности бетонов более низких классов. В дальнейшем для бетона класса В40 определяют продолжительность времени, требуемую для набора бетоном прочности 70 %. После этого по методике, изложенной в данном приложении, определяют продолжительность изотермического выдерживания по рассматриваемой методике составляет 5-7 %.
При наличии кривых нарастания прочности твердеющего при 20 °С бетона всех классов объем вычислительных работ уменьшается, а точность расчета продолжительности цикла тепловой обработки увеличивается.
В качестве примера для расчета принята автодорожная предварительно напряженная балка длиной 24 м, изготавливаемая на Подпорожском заводе МЖБК П/О "Мостожелезобетонконструкция" (рассматриваются два расчетных случая).
1. Изготовление балок по типовому проекту № 3.503.1-81 из бетона классов В35 и В40 с передаточными прочностями бетона соответственно 75 и 70 % от проектного класса бетона.
Для определения используем приведенные на рис. 1 графики кинетики изменения прочности бетонов классов В35 (а), В40 (б) и В45 (в) для пролетных строений при тепловой обработке на действующих заводах МЖБК Минтрансстроя СССР.
Указанные графики учитывают рост прочности бетона в течение всего цикла тепловой обработки в соответствии с данными таблицы, включая период снижения температуры среды в тепловом агрегате после прекращения подачи теплоносителя, и в зонах поперечного сечения конструкции, наиболее отстающих в росте прочности бетона. Они также учитывают конкретные материалы и составы бетонов, применяемые в производственных условиях действующих заводов МЖБК.
Строим кривые нарастания прочности бетонов классов В35, В40 и В45 для Подпорожского завода МЖБК (рис. 2 ).
п римечание. Для двухстадийной тепловой обработки конструкций (Днепропетровский завод МЖБК) с применением гидрофицированной опалубки предварительная выдержка заменена первой стадией выдерживания бетона до достижения конструкцией распалубочной прочности 25 % проектного класса бетона. Для класса бетона В35 при отсутствии подогрева бетона длительность первой стадии составляет 18 ч.
На оси ординат (рис. 2. кривая В35) откладываем значение передаточной прочности - 75 % В35 (344 кг/см 2 );
проводим линию параллельную оси абсцисс до пересечения с кривой, соответствующей бетону класса В35;
точку пересечения проецируем на ось абсцисс, получаем продолжительность полного цикла тепловой обработки - 62 ч (предварительная выдержка + подъем температуры + изотермический прогрев + снижение температуры);
из таблицы выписываем длительность отдельных периодов тепловой обработки, соответствующих оптимальным параметрам режима тепловой обработки пролетных строений и делаем запись продолжительности тепловой обработки в часах по отдельным ее периодам (8 + 5 М.П. +3 = 62 ч), из чего определяем длительность изотермического прогрева ИП (46 ч). Делается запись продолжительности тепловой обработки в часах:
При классе бетона В40 и передаточной прочности 70 % В40 (367 кг/см 2 ) аналогичным образом (см. выше) определяем продолжительность полного цикла тепловой обработки (38 ч) и производим запись продолжительности тепловой обработки в часах:
Рис. 1. Графики кинетики изменения прочности бетонов классов В35 (а), В40 (б), В46 (в) для пролетных строений при тепловой обработке на заводах МЖБК:
 - Днепропетровском;
- Днепропетровском;  - Днепропетровском (с гидрофицированной опалубкой);
- Днепропетровском (с гидрофицированной опалубкой);  - Батайском, Крустпилском, Киевском, к алачевском;
- Батайском, Крустпилском, Киевском, к алачевском;  - Дмитровском;
- Дмитровском;  - Красноярском, Буготакском;
- Красноярском, Буготакском;  - Подпорожском;
- Подпорожском;  - Вескудниковском, Горьковском;
- Вескудниковском, Горьковском;  - Исетском
- Исетском
Рис. 2. Графики изменения прочности бетона классов В35, В40, В45 для пролетных строений при теплотой обработке на Подпорожском заводе МЖБК
В соответствии с требованиями пп. 1.5 и 1.9 (ВНТП-1-90) продолжительность тепловой обработки в целях обеспечения максимальной производительности технологических линий должна приниматься минимальной. Целесообразная длительность изотермического прогрева согласно п. 3.6 (ВНТП-1-90) находится в пределах 20-24 ч.
Таким условиям отвечает изготовление балок из бетона класса В40 с передаточной прочностью 70 %. Этому же классу бетона соответствует наименьшая отпускная прочность бетона (75 %), назначенная в проекте с учетом условий транспортирования балок (по величине консольного свеса балки).
Таким образом, окончательно продолжительность тепловой обработки в часах принимается 8 + (5 + 22 + 3).
2. Изготовление балок по типовому проекту инв. № 384/46 бетона класса В35 с передаточной прочностью 90 % (приводится в качестве примера изготовления конструкций пролетных строений с передаточной прочностью, превышающей 70-75 % от проектного класса бетона по п. 10 табл. 2 ВНТП-1-90).
По методике, приведенной в первом расчетном случае, определяется продолжительность тепловой обработки балок с проектным классом бетона В35 и передаточной прочностью 90 % (412 кг/см 2 ). По этим данным продолжительность тепловой обработки составляет 85 ч, что не отвечает предъявляемым требованиям к изготовлению конструкций по пп. 1.5 и 1.9 ВНТП-1-90 и изготовление балок с такими конструктивными параметрами не может быть принято.
Для конструкций с передаточной прочностью бетона, превышающей 70-75 % от проектного класса бетона в соответствии с п. 3.13 (ВНТП-1-90), расходы цемента определяются по таблицам 15 и 16 СНиП 5.01.23-83:
по табл. 15 и 16 по интерполяции находится расход цемента для бетона класса В35 при передаточной прочности 90 %, составляющий 500 кг/м 3 ; такой расход цемента соответствует получению фактического класса бетона В40;
аналогично (по приведенной выше методике) определяется продолжительность тепловой обработки по кривой класса В40 при проектном значении передаточной прочности 90 % (412 кг/см 2 ), которая составляет 47 ч.
Сравнение результатов расчета продолжительности тепловой обработки с соответствующими значениями 38 и 47 ч свидетельствует о прогрессивности конструктивных решений по новому типовому проекту № 3.503.1-81.