



 Рейтинг: 4.3/5.0 (1899 проголосовавших)
Рейтинг: 4.3/5.0 (1899 проголосовавших)Категория: Бланки/Образцы
Приложение Г
(рекомендуемое)
Форма журнала сварочных работ и правила его оформления
(см. 4.19 настоящего стандарта )
Г.1 Журнал сварочных работ состоит из общих сведений по строительству, реконструкции и капитальному ремонту объекта капитального строительства (далее - журнал сварочных работ) и сварщикам, привлекаемым к выполнению работ по сварке и пайке на этом объекте, а также входящих журналов сварочных работ №_______, которые оформляют на каждый единичный узел объекта капитального строительства: здание, сооружение, коммуникацию, техническое изделие, блок, аппарат, трубопровод и т.п. сварочные работы по которому ведутся отдельно, с учетом его конструктивных особенностей и специфики процессов сварки и пайки.
Г.2 При выполнении сварочных работ только на единичном узле оформляют журнал сварочных работ и входящий журнал сварочных работ № 1.
Г.3 Журнал сварочных работ и входящие журналы сварочных работ выпускаются типографским способом в формате А4.
Г.4 Титульный лист журнала сварочных работ оформляют в соответствии с рисунком Г.1 .
Журнал сварочных работ(указать: строительство, реконструкция, капитальный ремонт)
(наименование объекта капитального строительства,
его почтовый или строительный адрес)
Рисунок Г.1 - Форма титульного листа журнала сварочных работ
Г.5 В таблицах разделов журнала сварочных работ и входящих журналов сварочных работ №___ число граф показано условно.
Таблицы и разделы этих журналов должны содержать число граф и листов (страниц), достаточное для записи всех сведений, а также его ведения в течение всего времени выполнения работ на объекте капитального строительства.
Г.6 Первый и последующие листы журнала сварочных работ оформляют в соответствии с рисунком Г.2 .
I Общие сведения
(наименование застройщика, номер и дата выдачи
свидетельства о государственной регистрации, ОГРН, ИНН,
почтовые реквизиты, телефон, факс - для юридических лиц;
фамилия, имя, отчество застройщика, паспортные данные,
место проживания, телефон, факс - для физических лиц)
Уполномоченный представитель застройщика
VII Порядок ведения журнала сварочных работ
1 Журнал сварочных работ является специальным журналом работ по РД-11-05-2007 [15].
Журнал сварочных работ подлежит регистрации в органах государственного строительного надзора в случаях, если в соответствии с частью 1 статьи 54 Градостроительного кодекса Российской Федерации при осуществлении строительства, реконструкции, капитального ремонта объекта капитального строительства предусмотрен государственный строительный надзор выполняемых работ.
2 Разделы журнала сварочных работ ведут уполномоченные на ведение такого журнала представители застройщика или заказчика, лица, осуществляющего строительство, органа государственного строительного надзора и иных лиц путем заполнения его граф в соответствии с 2.1 - 2.6 .
Записи в журнал сварочных работ вносят с даты начала выполнения работ по строительству, реконструкции, капитальному ремонту, монтажу объекта капитального строительства и до даты фактического окончания выполнения работ по строительству, реконструкции, капитальному ремонту, монтажу объекта капитального строительства.
2.1 Раздел I «Общие сведения» заполняет уполномоченный представитель застройщика или заказчика.
2.2 Раздел II «Список инженерно-технического персонала, обеспечивающего выполнение работ по сварке и пайке» заполняет уполномоченный представитель лица, осуществляющего строительство. В указанный раздел заносят сведения обо всех представителях инженерно-технического персонала всех исполнителей, занятых при строительстве, реконструкции, капитальном ремонте и монтаже объекта капитального строительства.
2.3 Раздел III «Список сварщиков, выполняющих работы по сварке и пайке» заполняет уполномоченный представитель лица, осуществляющего строительство. В указанный раздел заносят сведения обо всех сварщиках всех исполнителей, занятых при строительстве, реконструкции, капитальном ремонте и монтаже объекта капитального строительства.
2.4 Раздел IV «Результаты проверки контрольных и пробных образцов сварных и паяных швов» заполняет уполномоченный представитель лица, осуществляющего строительство. В указанный раздел заносят сведения о выполнении сварщиками контрольных и пробных образцов сварных и паяных соединений.
На основании результатов сварки контрольных соединений решается вопрос о допуске сварщиков к работам по сварке и пайке.
2.5 Раздел V «Перечень прилагаемых документов» заполняет уполномоченный представитель лица, осуществляющего строительство. В указанный раздел заносят перечень сертификатов на все сварочные материалы, используемые для выполнения контрольных и пробных сварных и паяных швов, в т. ч. на электроды, сварочную проволоку, защитный газ, флюсы, а также протоколов исследований и испытаний контрольных и пробных сварных и паяных швов.
2.6 Раздел VI «Список входящих журналов сварочных работ» заполняет уполномоченный представитель застройщика или заказчика, лица, осуществляющего строительство.
3 Записи в журнал сварочных работ вносят в текстовой форме и подписывают соответствующие уполномоченные представители лиц, указанных в 2.1 - 2.6 настоящего порядка ведения, сведения о которых отражены на титульном листе журнала сварочных работ.
4 После завершения работ по строительству, реконструкции, капитальному ремонту, монтажу объекта капитального строительства заполненные журналы сварочных работ передаются застройщику или заказчику.
Рисунок Г.2 - Форма первого и последующих листов журнала сварочных работ
Г.7 Титульный лист входящего журнала сварочных работ №___оформляют в соответствии с рисунком Г.3 .
Входящий журнал сварочных работ №(указать строительство, реконструкция, капитальный ремонт)
(наименование объекта капитального строительства,
его почтовый или строительный адрес)
Объект капитального строительства, на котором выполняются сварочные работы____
(наименование и обозначение
объекта, узла, аппарата, трубопровода)
Рисунок Г.3 - Форма титульного листа входящего журнала сварочных работ №______
Г.8 Первый и последующие листы входящего журнала сварочных работ № ______ оформляют в соответствии с рисунком Г.4 .
I Общие сведения
(наименование застройщика, номер и дата выдачи
свидетельства о государственной регистрации, ОГРН, ИНН,
почтовые реквизиты, телефон, факс - для юридических лиц;
фамилия, имя, отчество застройщика, паспортные данные,
место проживания, телефон, факс - для физических лиц)
Лицо, выполняющее сварочные работы________________________________________
(наименование лица, выполняющего сварочные работы,
номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты телефон,
факс - для юридических лиц; фамилия, имя, отчество лица,
выполняющего сварочные работы, являющегося
физическим лицом, паспортные данные,
место проживания, телефон, факс)
Уполномоченный представитель лица, выполняющего сварочные работы
Фамилия, имя, отчество
Наименование, дата, номер документа, подтверждающего полномочия
Уполномоченный представитель лица, осуществляющего строительство, по вопросам строительного контроля
Фамилия, имя, отчество
Наименование, дата, номер документа, подтверждающего полномочия
Сведения о предприятии, изготовившем оборудование, конструкции
(наименование предприятия, номер и дата выдачи
свидетельства о государственной регистрации,
ОГРН, ИНН, почтовые реквизиты, телефон, факс,
фамилия, имя, отчество руководителя предприятия)
Общие сведения об объекте строительства, на котором выполняются сварочные работы
(наименование и шифр объекта
строительства (монтажа), зав. №, год изготовления,
технические характеристики, другие данные при необходимости)
В настоящем журнале _____ страниц.
Журнал пронумерован, сброшюрован и скреплен печатью.
В журнале содержится учет выполнения сварочных работ по данному объекту строительства (монтажа) в период с ________ по _______ (заполняется в случае, если в процессе строительства, реконструкции, капитального ремонта велось несколько журналов).
_______________ __________________ _____________________________
(личная подпись) (расшифровка подписи) (должность - для застройщика или заказчика, являющегося юридическим лицом)
(для застройщика или заказчика, являющегося юридическим лицом)
Регистрационная надпись органа государственного строительного надзора_________
(заполняется должностным лицом органа
государственного строительного надзора)
Номер дела (регистрационный номер)_________________________________________
_______________ __________________ ______________________
(личная подпись) (расшифровка подписи) (должность)
Сведения об изменениях в записях Титульного листа входящего журнала сварочных работ №____
VI Порядок ведения входящего журнала
1 Разделы входящего журнала сварочных работ ведут уполномоченные на ведение такого журнала представители застройщика или заказчика, лица, осуществляющего строительство и органа государственного строительного надзора путем заполнения его граф в соответствии с 1.1 - 1.5 .
Записи во входящий журнал сварочных работ вносятся с даты начала выполнения сварочных работ по объекту строительства и до даты фактического окончания выполнения сварочных работ по объекту строительства.
1.1 Раздел I «Общие сведения» заполняет уполномоченный представитель застройщика или заказчика.
1.2 Раздел II «Список сварщиков, выполняющих работы по сварке и пайке» заполняет уполномоченный представитель лица, выполняющего строительство. В указанный раздел заносят сведения обо всех сварщиках, выполняющих работы по сварке и пайке данного объекта, блока, узла, аппарата, трубопровода.
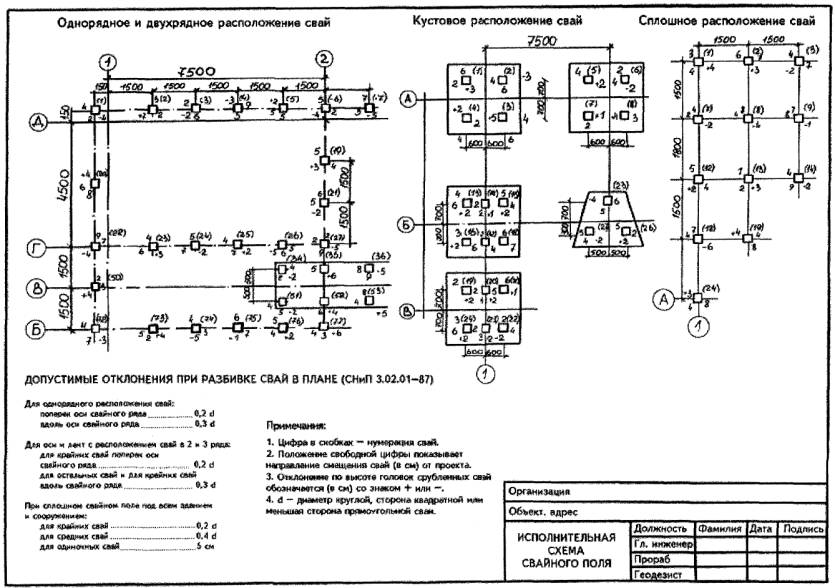
1.3 Раздел III «Исполнительная схема сварочных работ объекта, блока, узла, аппарата, трубопровода» заполняет уполномоченный представитель лица, выполняющего сварочные работы.
В указанном разделе приводят исполнительную схему того объекта, блока, узла, аппарата, трубопровода, на котором проводятся работы по сварке и пайке.
1.3.1 Исполнительную схему объекта, блока, узла, аппарата, трубопровода выполняют в упрощенном виде с учетом требований стандартов ЕСКД. Исполнительная схема должна легко читаться и содержать все необходимые сведения.
1.3.2 Исполнительную схему выполняют таким образом, чтобы на ней были указаны все сварные и паяные швы с их условными обозначениями и дополнительными сведениями.
При необходимости исполнительную схему выполняют на одном либо нескольких листах, в одном либо нескольких видах.
1.3.3 Исполнительная схема объекта, блока, узла, аппарата должна содержать:
- габаритные размеры изделия;
- наименования, обозначения и марки материалов основных элементов;
- наименования и обозначения патрубков;
- наименования и обозначения грузоподъемных устройств;
- наименования и обозначения элементов сварных соединений;
- места и обозначения сварных и паяных швов и номера личных клейм сварщиков, выполнивших эти швы;
- другие сведения по усмотрению руководителя сварочных работ.
1.3.4 Исполнительную схему трубопровода выполняют в изометрии, и она должна содержать:
- упрощенную конфигурацию трубопровода;
- длины основных участков;
- наименования, обозначения и марки материалов основных элементов;
- наименования и обозначения установленной арматуры;
- наименования и обозначения элементов сварных соединений;
- места и обозначения сварных и паяных швов и № личных клейм сварщиков, выполнивших эти швы;
- привязку концов трубопровода к другим сопрягаемым элементам технического изделия в соответствии с монтажно-технологической схемой;
- другие сведения по усмотрению руководителя сварочных работ.
1.4 Раздел IV заполняет уполномоченный представитель лица, выполняющего сварочные работы. В указанный раздел заносят сведения о выполнении работ по сварке и пайке.
1.5 Раздел V «Перечень прилагаемых документов» заполняет уполномоченный представитель лица, выполняющего сварочные работы. В указанный раздел заносят перечни:
- сертификатов на все свариваемые материалы;
- сертификатов на все сварочные материалы, в т.ч. электроды, сварочную проволоку, защитный газ, флюсы и т.п.;
- актов и заключений по основным методам контроля: визуальному и/или измерительному, неразрушающему;
- актов и заключений по дополнительным методам контроля: цветной дефектоскопии, магнитно-порошковой дефектоскопии и др.;
- актов промежуточной приемки ответственных конструкций (при необходимости);
- актов освидетельствования скрытых работ (при наличии);
- другие документы (при необходимости).
2 Записи во входящий журнал сварочных работ №___ вносят в текстовой форме и подписывают соответствующие уполномоченные представители лиц, указанные в 1.1 - 1.5 настоящего порядка ведения, сведения о которых отражены на титульном листе входящего журнала сварочных работ №___.
3 После завершения работ заполненные входящие журналы сварочных работ №___ передаются застройщику или заказчику.
Рисунок Г.4 - Форма первой и последующих страниц входящего журнала сварочных работ №___
© 2007 ООО «МЦК» Независимая строительная экспертиза недвижимости: обследование зданий, контроль качества строительства, техническое проектирование домов в Москве и регионах России. Энергетическое обследование зданий и энергоаудит предприятий.



















Журнал регламентируется СНиП/СП Несущие и ограждающие конструкции. СНиП регламентирует период строительства, а не изготовления.
Формально журнал скорее всего нужен, так как в СП скорее всего просто перечень журналов без слова "(при необходимости)". То есть формально нужен пустой журнал.
Однако не бывает зданий без сварных швов на стройке. Уверен.
на простых зданиях у нас зачастую на площадке даже постов сварочных небыло.
А когда работали с импортными заказчиками в России, то там на сложнейших объектах (Завод по производству. эстакады, галереи, переходные мостики в тысячах штук) монтажная сварка запрещена.
современное проектирование в 3д программах, начиная с технологии. Обязательная увязка конструкций в общей 3д модели ( технологи, строители, электрики сантехники), изготовление металла на станках с чпу. Не государственный заказчик.
__________________
куплю справку
 Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и пр.
Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и пр.
Журнал является исполнительной документацией, и его ведение обязательно для большинства промышленных объектов.
Содержание
О порядке заполнения и о том, как заполнять сварочный журнал сварщик и работодатель обговаривают заранее согласно внутреннему регламенту и общих правил промышленной безопасности.
В журнале обязательно должен быть указан полный перечень сотрудников, которые заняты выполнением сварочных работ.
Список должен содержать следующие данные:
Если на объекте находились сотрудники, которые в последствии были отстранены или покинули объект, то в журнале необходимо указывать данные о выполнении работ этими сотрудниками.

Используя сварочный полуавтомат, можно получить качественный, прочный шов, даже при соединении листов металла различной толщины. Хотите узнать, как правильно его использовать, тогда вам сюда .
Порядок заполненияСам журнал должен быть строго пронумерован и заверен подписями руководителя предприятия, на котором трудится сварщик.
Кроме того на журнале должна быть проставлена гербовая печать предприятия.
 Первичную аттестацию назначают для сварщиков, которые ранее не имели допуска к рабочим объектам подконтрольным РГТИ, а дополнительную — для тех, которые уже имеют первичный допуск к рабочим объектам РосТехНадзора. Читайте публикацию о правилах аттестации и всех ее нюансах .
Первичную аттестацию назначают для сварщиков, которые ранее не имели допуска к рабочим объектам подконтрольным РГТИ, а дополнительную — для тех, которые уже имеют первичный допуск к рабочим объектам РосТехНадзора. Читайте публикацию о правилах аттестации и всех ее нюансах .
При работе со сварочным аппаратом, нужно уделять большое внимание специальной защите. О использовании сварочных масок со стеклами хамелеон читайте здесь .
Приложение к журналу Кроме рабочих листов журнала, журнал содержит приложение, в котором содержатся данные о допусках и пример заполнения сварочного журнала.
Кроме рабочих листов журнала, журнал содержит приложение, в котором содержатся данные о допусках и пример заполнения сварочного журнала.
К работе со сварочными аппаратами допускаются лица не моложе 18 лет, прошедшие:
Кроме того в удостоверении должна быть отметка о допуске и курсах первой помощи и технике безопасности.
Также в журнале указаны все факторы, которые воздействуют на сварщика в процессе работы.
 При сварке синтетических материалов, газовом напылении и работы со специфическими металлическими сплавами наблюдаются следующие воздействия:
При сварке синтетических материалов, газовом напылении и работы со специфическими металлическими сплавами наблюдаются следующие воздействия:
Журналы составляются на заказ от типографий по желанию и указаниям предприятия, а так же совместно общим положениям инженерных инструкций и норм промышленной безопасности.
Журнал учета сварочных работ — очень важный документ, который строго регламентирован.
Незаполнение журнала или халатное отношение к ведению позиций, указанных в журнале, часто является показанием к дисциплинарному наказанию на предприятии: лишении премии, выговоры.
Неисполнение своих обязанностей повод к возможному увольнению.
 Изначально аргонодуговая сварка использовалась для сварки алюминиевых поверхностей. Но самой основной ее областью применения является соединение цветных металлов и легированных сталей, особенно малой толщины. Детальнее, смотрите статью о преимуществах и недостатках аргонодуговой сварки .
Изначально аргонодуговая сварка использовалась для сварки алюминиевых поверхностей. Но самой основной ее областью применения является соединение цветных металлов и легированных сталей, особенно малой толщины. Детальнее, смотрите статью о преимуществах и недостатках аргонодуговой сварки .
Почему лазерная резка металла применяется на большинстве линий промышленного производства? Это и много другое смотрите тут .
Читайте так же:

 5SVR5 07 Ноя 2013
5SVR5 07 Ноя 2013
Мы работаем по СНиП 3.03.01 и РД 34.15. 132 по данным нормативным документам сварку обязаны фиксировать в журнале сварочных работ. Вся загвоздка в том, что для нас он не совсем подходит (данный журнал больше подходит для монтажной или ремонтной сварки, а у нас серийное производство металлоконструкций). Я бы его изменил, он бы стал удобнее и смысла своего не потерял.
Можно ли мне изменить форму журнала, если да то как это сделать законно, что бы от контролирующих органов не было претензий.
 Георгий 11 07 Ноя 2013
Георгий 11 07 Ноя 2013
5SVR5 ,а как есть сейчас и как хотите?я вел журнал,там проще некуда.номер изделия с числом приемки отк,ф.и.о. сварщика,номер клейма,результат рентгена с номером и числом и фирма заказчика,по моему все.извините,я по памяти,сейчас не веду журнал,если нужно,то могу поточней узнать.
 di4 07 Ноя 2013
5SVR5 08 Ноя 2013
di4 07 Ноя 2013
5SVR5 08 Ноя 2013
Мы производим много однотипных деталей, узлов (на один заказ доходит несколько тысяч), постоянно приходится записывать дублирующую информацию, такие как марка проволоки, номер партии и т.д. из-за этого мастера зачастую игнорируют некоторые графы. Заказ закончился - журнал полупустой.
Можно было бы убрать некоторые графы информацию из них написать на отдельном листе. Но приедет аудит, посмотрит журнал, спросит откуда форма.
Может быть кто то сталкивался с этим, может данная форма не принципиальна.
Вот к примеру Георгий 11 сам форму журнала придумал, может быть она сложилась с незапамятных времен или же он её взял из какого нибудь нормативного документа?
Георгий 11 08 Ноя 2013
5SVR5 ,когда я начал там работать,журнал уже был.если однотипные,то для чего по многу раз переписывать?я вообще марку пров.не записывал,у меня технология аттестованная была и там практически все было прописано.
5SVR5 08 Ноя 2013
Как я понял Вам не известно точное происхождение формы журнала. А при дальнейшем использовании у вышестоящих инстанциях вопросов не возникало?
Кстати кто должен выполнять контроль за жизнью этого журнала в производстве.
di4 08 Ноя 2013
Как я понял Вам не известно точное происхождение формы журнала. А при дальнейшем использовании у вышестоящих инстанциях вопросов не возникало?
Кстати кто должен выполнять контроль за жизнью этого журнала в производстве.
Раньше это чудо, которое заполняет журнал, называлось "Руководитель сварочных работ", но в реестре профессий видимо такого нет, поэтому сейчас называется "Инженер по сварке". Контроль над инженером по сварке обычно осуществляет либо Главный сварщик либо Главный инженер. Контроль журнала сварочных работ обычно проводит Инженер по технадзору заказчика или Государственный инспектор Ростехнадзора (либо другого инспектирующего органа) в ходе плановой или внеплановой проверки предприятия на предмет соблюдения закона о промышленной безопасности (либо условий при которых предприятие сохраняет разрешение на производство какого либо с точки зрения государства опасного оборудования). Поправьте если я ошибаюсь.
 Ferio 08 Ноя 2013
Ferio 08 Ноя 2013
Мы работаем по СНиП 3.03.01 и РД 34.15. 132
Если Вы действительно работаете по этим документам, то Вы знаете, что приложение 2 (СНиПа) Обязательное. Других вариантов нет. Искать дядю в Стройнадзоре, который Вам что-то согласует глупо (видимо тот, кто это посоветовал просто не подумал, или никогда этим не занимался) Остётся заполнять все 13 столбиков, что тоже не так уж страшно (по ВСН их вообще 25), кстати можно ставить прочерки при повторяющихся св. материалах.
ИЛИ Вам надо "соскочить" с этих НД, тем более что Вы не монтажники, типа Вы работаете не по этим правилам. а только используете их в части: контроль или сварка (по усмотрению). Есть ещё вариант. (попозже, пора)
5SVR5 08 Ноя 2013
ИЛИ Вам надо "соскочить" с этих НД, тем более что Вы не монтажники, типа Вы работаете не по этим правилам. а только используете их в части: контроль или сварка (по усмотрению). Есть ещё вариант. (попозже, пора
ПОЖАЛУЙСТА можно об этом поподробнее.
Требования настоящего раздела распространяются на сварку конструкций резервуаров при изготовлении и монтаже.
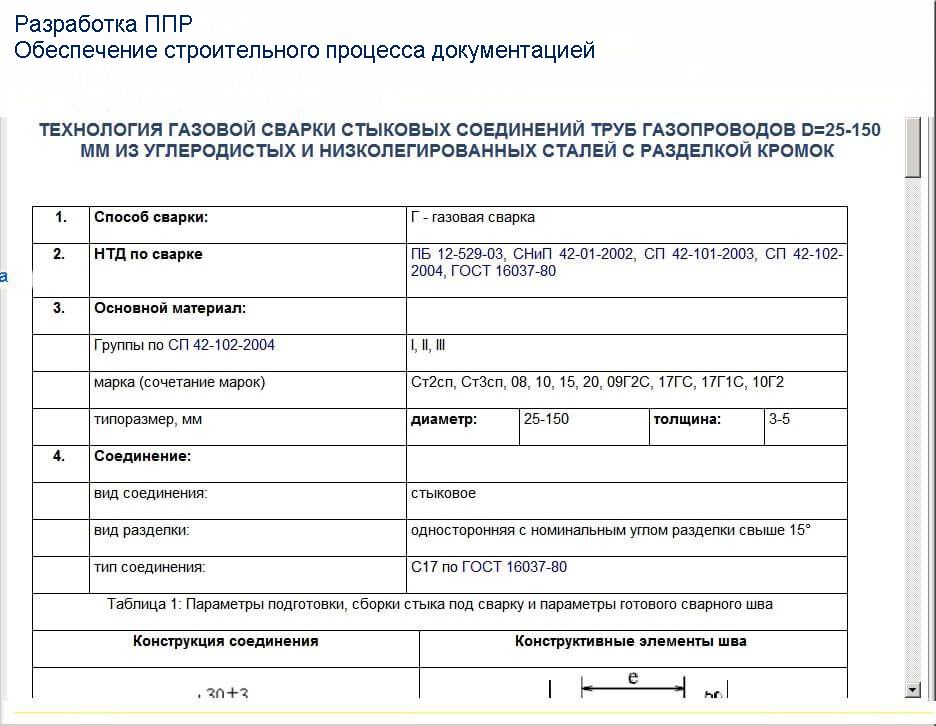
18.1.1. Технологические процессы заводской и монтажной сварки должны обеспечивать получение сварных соединений, в полной мере удовлетворяющих требованиям проекта КМ по всему комплексу физико-механических характеристик и геометрических параметров, а также по предельным размерам и видам дефектов, допускаемых настоящим Стандартом.
18.1.2. Заводскую сварку резервуарных конструкций следует выполнять в соответствии с утвержденным технологическим процессом (процедурами), в котором должны быть предусмотрены:
- требования к форме и подготовке кромок деталей, подлежащих сварке;
- способы и режимы сварки, сварочные материалы, а также последовательность выполнения технологических операций;
- конкретные указания по закреплению деталей перед сваркой;
- мероприятия, исключающие образование прожогов, смещение шва от его оси на величину более 2 мм для толщины деталей до 10 мм и на величину более 3 мм для толщины деталей свыше 10 мм;
- мероприятия, направленные на снижение сварочных деформаций.
18.1.3. Монтажную сварку резервуарных конструкций следует выполнять в соответствии с указаниями ППР, в котором должны быть предусмотрены:
- наиболее эффективные способы сварки монтажных соединений с учетом их пространственного положения;
- сварочные материалы, удовлетворяющие требованиям проекта КМ по уровню механических свойств;
- требуемая форма подготовки кромок монтируемых элементов под сварку;
- последовательность сварки и порядок выполнения каждого шва, обеспечивающих минимальные деформации и перемещения свариваемых элементов;
- режимы и указания по технике сварки, которые должны обеспечить необходимый уровень механических свойств сварных соединений, а также получение требуемых структур металла шва и околошовных зон;
- необходимая технологическая оснастка и оборудование для выполнения сварных соединений;
- допускаемая температура металла, при которой возможна сварка соединений без их подогрева, а также допускаемая скорость ветра в зоне сварки;
- указания по технологии производства сварочных работ в зимних условиях (если это предусматривается в соответствии с графиком работ).
18.1.4. В ППР должны быть предусмотрены мероприятия, направленные на обеспечение требуемой геометрической точности резервуарных конструкций, включая меры по компенсации или подавлению термодеформационных процессов усадки сварных швов, которые могут привести к потере устойчивости тонкостенной оболочки корпуса резервуара и образованию вмятин или выпуклостей его поверхности.
18.1.5. Руководство сварочными работами должно возлагаться на специалиста, имеющего специальное образование и прошедшего аттестацию на знание настоящего Стандарта и ПБ 03-273-99.
Руководитель сварочными работами назначается приказом по предприятию: заводу-изготовителю или монтажной организации.
18.1.6. Руководитель сварочных работ перед началом монтажа резервуара обязан:
- изучить проектную документацию на монтаж и сварку резервуара;
- укомплектовать объект в соответствии с ППР оборудованием и материалами;
- отобрать для сварки резервуара сварщиков, имеющих допуск к сварке ответственных конструкций, провести их инструктаж и организовать сварку каждым сварщиком пробных образцов соединений, которые им предстоит выполнять.
18.1.7. Сварщики должны быть аттестованы в соответствии с действующими Правилами аттестации, утвержденными Росгортехнадзором, что должно быть подтверждено удостоверениями.
Окончательное решение о допуске сварщиков к сварке соответствующих типов сварных соединений на резервуаре принимается руководителем сварочных работ на основании результатов контроля образцов, выполненных каждым сварщиком.
Каждому сварщику, допущенному к сварке резервуаров, приказом по заводу (монтажной организации) присваивается личное клеймо.
18.2. Рекомендуемые способы сварки18.2.1. Применяемые способы и технология сварки резервуарных конструкций должны обеспечивать:
- высокую производительность и экономическую эффективность сварочных процессов;
- высокий уровень однородности и сплошности металла сварных соединений с учетом требований прочности, пластичности, твердости, ударной вязкости и хладостойкости;
- минимальный уровень деформаций свариваемых конструкций.
18.2.2. При заводском изготовлении резервуарных конструкций основными способами сварки должна быть автоматизированная сварка под флюсом и механизированная сварка в углекислом газе или в смеси газов на основе аргона, при этом рекомендуется следующее соотношение газов: аргон - 82 %; углекислый газ - 18 %.
18.2.3. Рекомендуемые способы сварки для различных типов сварных соединений при монтаже резервуаров методами рулонной, полистовой или комбинированной сборки, приведены в таблицах 18.1 и 18.2.
Учитывая, что ручная дуговая сварка характеризуется относительно высоким уровнем удельного тепловложения, приводящим к повышенным сварочным деформациям, а также сравнительно низкой производительностью, применение этого способа сварки при монтаже резервуаров должно быть ограничено.
Рекомендуемые способы монтажной сварки резервуаров рулонной сборки
1. При сварке в углекислом газе в условиях ветра необходимо применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра;
2. Для всех типов сварных соединений возможно применение ручной дуговой сварки.
18.3. Требования к подготовке и сборке конструкций под сварку18.3.1. До начала сварочных работ любые соединения резервуаров должны фиксироваться в проектном положении, что может быть обеспечено применением кондукторов, специальных сборочных приспособлений, привариваемых к деталям соединений, или постановкой прихваток.
Сборочные приспособления должны иметь достаточную прочность и жесткость, чтобы исключить чрезмерную усадку швов и перемещения свариваемых элементов.
Если при сварке соединений ожидаются значительные деформации, приводящие к изменению проектной формы, тогда при сборке деталей или узлов конструкций необходимо предусматривать соответствующие компенсирующие мероприятия (предварительный прогиб, строительный подъем, переменный зазор и пр.).
18.3.2. Прихватки, предназначенные для соединения свариваемых деталей, должны располагаться в местах расположения основных швов.
Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения.
Наложение шва поверх прихваток допускается производить только после зачистки последних от шлака и брызг металла.
Прихватки с порами, раковинами и трещинами должны быть удалены и вновь заварены.
При необходимости постановки электроприхваток на монтажных стыках стенки их рекомендуется располагать с противоположной стороны от части сечения шва, выполняемой первой. Размер прихваток должен быть минимально необходимым. При выполнении зачистки корня шва такие прихватки удаляются.
Прихватки должны выполняться сварочными материалами и с использованием технологий, рекомендуемых для сварки основных швов сварных соединений.
Постановка прихваток при монтажной сборке конструкций должна выполняться аттестованными сварщиками.
18.4. Требования к технологии сварки18.4.1. Способы, режимы и техника сварки резервуарных конструкций должны обеспечивать:
- требуемый уровень механических свойств и хладостойкости сварных соединений, предусмотренный проектом КМ;
- необходимую однородность и сплошность металла сварных соединений;
- минимальную величину сварочных деформаций и перемещений свариваемых элементов;
- коэффициент формы каждого наплавленного шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием шва).
18.4.2. При сварке резервуарных конструкций в зимнее время необходимо систематически контролировать температуру металла и, если расчетная скорость охлаждения металла шва превышает допускаемое значение для данной марки стали, необходимо организовать предварительный, сопутствующий или послесварочный подогрев свариваемых кромок. Требуемая температура и схема подогрева должны быть определены в ППР. Как правило, при осуществлении подогрева кромок следует нагревать металл на всю толщину в обе стороны от стыка на ширину 100 мм. Контроль температуры подогрева следует выполнять термокрасками, термокарандашами, контактным термопарным термометром, оптическим пирометром.
При сварке в зимнее время, независимо от температуры воздуха и марки стали, свариваемые кромки необходимо просушивать от влаги.
18.4.3. При использовании способов сварки с открытой дугой в зоне производства сварочных работ следует систематически контролировать скорость ветра. При превышении допускаемой скорости ветра, величина которой указывается в ППР, сварка должна быть прекращена или устроены соответствующие защитные укрытия.
18.4.4. Сварка должна производиться при стабильном режиме. Колебания величины сварочного тока и напряжения в сети, к которой подключается сварочное оборудование, не должны превышать ±5 %.
18.4.5. Последовательность выполнения сварных соединений конструкций резервуара и схемы выполнения каждого сварного шва в отдельности должны соблюдаться в соответствии с заводскими процедурами или указаниями ППР, исходя из условий обеспечения минимальных сварочных деформаций и перемещений элементов конструкций.
18.4.6. Не допускается выполнение каких-либо сварочных работ по поверхностям или соединениям, покрытых влагой, маслом, скоплениями окалины, шлака или другого рода загрязнениями. Не допускается выполнение сварочных работ на резервуаре при дожде, снеге, если кромки элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
18.4.7. Все сварные соединения на днище и стенке резервуаров при ручной или механизированной сварке должны выполняться, как правило, не менее чем в два слоя. Каждый слой сварных швов должен проходить контроль внешним осмотром, а обнаруженные дефекты должны устраняться. Не допускается возбуждать дугу и выводить кратер на основной металл за пределы шва.
18.4.8. Удаление дефектных участков сварных швов должно выполняться механическим методом (шлифмашинками или пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой поверхности реза.
18.4.9. Заварку дефектных участков сварных швов следует выполнять способами и материалами, предусмотренными технологией. Исправленные участки сварного шва должны быть подвергнуты повторному контролю внешним осмотром или физическими методами. Если в исправленном участке вновь будут обнаружены дефекты, ремонт сварного шва должен выполняться при обязательном контроле всех технологических операций руководителем сварочных работ.
Выполнение троекратного ремонта сварных соединений в одной и той же зоне конструкций группы А должно согласовываться с разработчиком технологического процесса.
18.4.10. Удаление технологических приспособлений, закрепленных сваркой к корпусу резервуара, должно производиться, как правило, механическим способом или кислородной резкой с последующей зачисткой мест их приварки заподлицо с основным металлом и контролем качества поверхности в этих зонах. Вырывы основного металла или подрезы в указанных местах недопустимы.
18.4.11. После сварки швы и прилегающие зоны должны быть очищены от шлака и брызг металла.
18.4.12. Каждый сварщик должен ставить личное клеймо на расстоянии 40. 60 мм от границы выполненного им шва сварного соединения: одним сварщиком в одном месте; при выполнении несколькими сварщиками - в начале и в конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков.
Руководителем сварочных работ по каждому резервуару ведется «Журнал сварочных работ».
18.5. Термообработка врезок в стенку резервуаров18.5.1. Термообработке после сварки должны подвергаться врезки с условным проходом 300 мм и более в листы стенки резервуаров толщиной:
- свыше 25 мм для стали с пределом текучести менее 295 МПа;
- свыше 18 мм для стали с пределом текучести от 295 МПа до 345 МПа;
- свыше 12 мм для стали с пределом текучести свыше 345 МПа.
В состав врезки (термообрабатываемого узла) входит:
- обечайка (труба) люка или патрубка, утолщенная окрайка днища (только для придонного очистного люка по п. 8.12.3).
Примечание: Сварной шов приварки фланца к обечайке люка или патрубка термообработке может не подвергаться.
Термообработка врезок должна осуществляться до приварки термообрабатываемых узлов к смежным листам стенки и днищу резервуара.
Термообработка должна производиться в печах по технологическому процессу, разработанному с учетом следующих требований:
- термообрабатываемый узел должен быть полностью собран на заводе и термообработан при температуре от 590°С до 640°С из расчета 25 минут на каждые 10 мм толщины листа стенки;
- температура печи в момент помещения в нее узла не должна превышать 315°С, повышение температуры нагрева, начиная с 315°С, не должно превышать 200°С в час;
- во время нагрева перепад температуры узла не должен превышать 150°С;
- во время нагрева и периода выдержки атмосфера печи должна контролироваться, чтобы избежать чрезмерного окисления поверхности обрабатываемого материала, не должно быть непосредственного воздействия пламени на материал;
- узел должен охлаждаться в печи до температуры 400°С со скоростью не более 240°С в час. Ниже температуры 400°С узел может охлаждаться на открытом воздухе при температуре не ниже 5°С;
- после термообработки сварные швы узла должны быть проконтролированы методом магнитопорошковой или цветной дефектоскопии.