



 Рейтинг: 4.7/5.0 (1614 проголосовавших)
Рейтинг: 4.7/5.0 (1614 проголосовавших)Категория: Бланки/Образцы
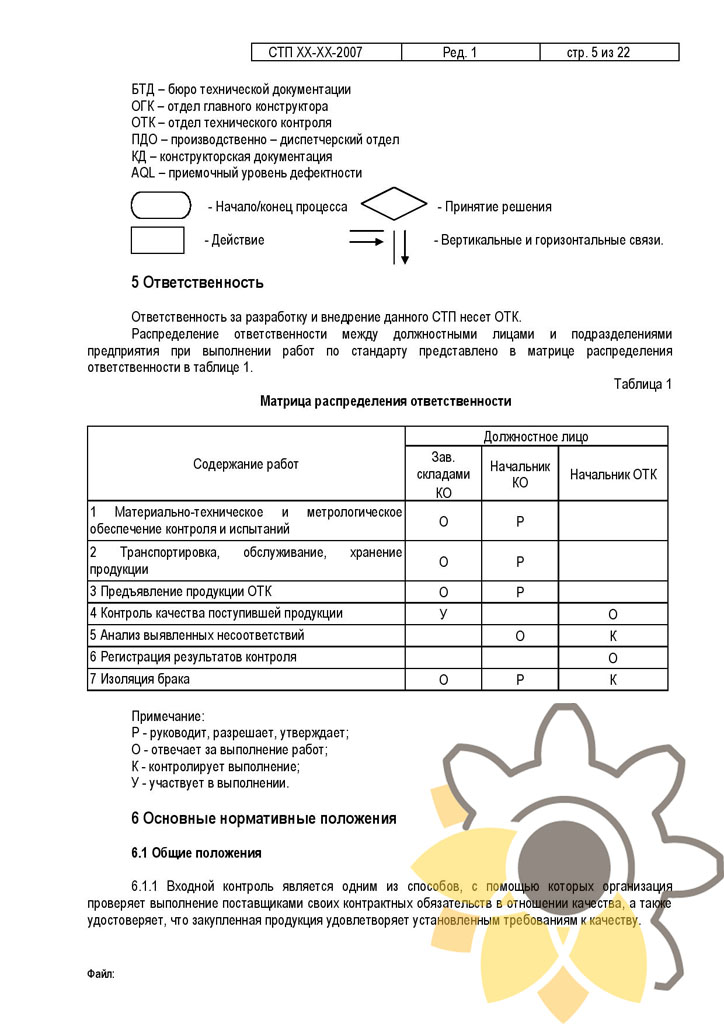
О ВХОДНОМ КОНТРОЛЕ дата 1. Настоящее положение разработано в соответствии с главами СНиП III-4-80 "Техника безопасности в строительстве"; СНиП III-31-78 "Правила производства и приемки работ"; СНиП "Санитарно-техническое оборудование зданий и сооружений", СНиП 3. Основные положения", действующими техническими условиями". Настоящее положение устанавливает правила и порядок проведения работ по входному контролю материалов, комплектующих изделий и оборудования, применяемых в основном производстве, а также основные положения по складированию, хранению и транспортированию материалов изделий, а также устанавливает порядок организации, проведения и оформления результатов контроля продукции поставщика. Входной контроль поступивших на предприятие строительных материалов, оборудования и комплектующих изделий проводится с целью установления соответствия продукции требованиям нормативно-технической документации или договора контракта на поставку. Получение объективной и достаточной информации о качестве поставляемой продукции. Предотвращение использования продукции, не соответствующей требованиям нормативно-технической документации или договору на контракту на поставку. Обеспечение требуемого качества создаваемой продукции и выполняемых в строительстве работ. Организация и структура входного контроля 7. Входной контроль поступающих на предприятие материалов, комплектующих изделий и оборудования проводят путем анализа данных, приведенных в сопроводительной документации, удостоверяющей качество и комплектность продукции, визуального контроля поступившей продукции и проведения испытаний по всем или отдельным показателям качества, предусмотренным нормативно-технической документацией или договором контрактом на поставку. В состав сопроводительной документации могут входить: документ о качестве изготовителя, сертификат соответствия на продукцию или техническое свидетельство, сертификат на систему качества. Входному контролю подлежат поступающие на предприятия: 8. Входной контроль проводится комиссией входного контроля, назначенной приказом директора предприятия, при приемке от поставщика материалов, комплектующих изделий и оборудования. Входной контроль проводится до истечения гарантийного срока хранения материалов и комплектующих изделий, но не позднее 10 дней после получения из другого населенного пункта. Материалы изделия, которые допускается использовать по истечении гарантийного срока хранения, должны быть проверены на соответствие требованиям нормативно-технической документации. По результатам входного контроля и приемо-сдаточных испытаний готовой продукции потребитель может принять решение об изменении объема или схемы входного контроля. Сведения о качестве принимаемых материалов изделий записываются в журнале входного контроля материалов и комплектующих изделий. Качество, объем, сроки поставки материалов изделий оговариваются утвержденными графиками. Контроль качества сварочных материалов производит линейный работник. Контроль качества принимаемой проектной документации осуществляется производственно-техническим отделом. Порядок проведения входного контроля. Все материалы и комплектующие изделия, поступающие в производство подвергаются входному контролю качества на соответствие требований стандартов, технических условий, СниПов, инструкций, конструкторской и технологической документации. При входном контроле проводят визуальный контроль, анализ приведенных в сопроводительной документации данных о качестве продукции. Применение материалов без сертификата качества к производству работ без контрольной проверки не допускается. Входной контроль включает выполнение следующих процедур: - проверка наличия и комплектности сопроводительной документации; - внешний осмотр поступившей продукции сохранность упаковки, комплектность, наличие маркировки и т. Результаты входного контроля считаются положительными, если обеспечена уверенность в том, что поступившая продукция соответствует указанным в заказе требованиям нормативно-технической документации или договора контракта на поставку. При проведении визуального контроля проверяются трубы, отводы, фланцы на качество наружной поверхности металла, на качество и геометрические размеры заводского сварного шва, наличие расслоений, надрывов и забоев на концах труб; трещин плен, закатов, раковин, вкатанной или невытравленной окалины, открывшихся пузырей, инородных включений, темных пятен. Сталь, поставляемая в рулонах, не должна иметь кромок, загнутых под углом 90 град и более, а также скрученных и смятых концов. Электроды проверяют визуально на равномерность толщины покрытия, отсутствие надрывов и механических повреждений. На поверхности материалов допускаются: тонкий слой окалины, не препятствующий выявлению поверхностных дефектов; отдельные местные вмятины и риски в размерах, допускаемых по ГОСТу и ТУ. Продукция, принятая по результатам входного контроля, передается в производство. Продукция, не принятая по результатам входного контроля, должна быть соответствующим образом замаркирована и храниться отдельно от принятой и вновь поступившей. Ответственность за выдачу в производство материалов и комплектующих изделий, не прошедших входной контроль или забракованных группой контроля качества и за возникший в результате этого брак в производстве несет главный инженер. Об отрицательных результатах входного контроля информируется руководство предприятия, все заинтересованные подразделения предприятия и поставщик. Оформление результатов входного контроля. Результаты входного контроля должны регистрироваться в журналах контроля. На продукцию, не принятую по результатам входного контроля, оформляется и утверждается в установленном действующим законодательством порядке акт приемки по качеству. Акт приемки продукции по качеству является основанием для предъявления претензии поставщику. Руководители и специалисты, осуществляющие входной контроль продукции взаимодействуют со структурными подразделения предприятия в рамках функций, возложенных на. В результате приемки продукции установлено: - ¦Наименование¦ ¦ Общее ¦ Общая ¦ Из них ¦ ¦ продукции, ¦Единица¦ количество¦ стоимость +-+ ¦ условное ¦измере-¦поступившей¦поступившей¦ Не подлежит ¦ Подлежит ¦ ¦ обозначение¦ ния ¦ продукции ¦ продукции ¦ применению ¦ исправлению ¦ ¦ марка ,сорт¦ ¦ ¦ +-+-+ ¦ ¦ ¦ ¦ ¦кол ¦Стоимость¦кол¦Стоимость¦ +-+-+-+-+-+-+-+-+ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ +-+-+-+-+-+-+-+-+ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ -+-+-+-+-+-+-+- 12. Члены комиссии от ответственности за подписание акта, содержащего данные, не соответствующие действительности, ознакомлены. Члены комиссии: Должность Подпись Ф.
Материалы по теме



















Автор статьи: Начальник отдела технического контроля Технопарк «Импульс» — Зимин А.В.
В современной рыночной экономике качество товара является основным фактором в успешной реализации его потребителю, а так же решающим фактором в устойчивом положении на рынке и в конкурентной борьбе. Качество продукции, выпускаемой нашим предприятием, во многом зависит от качества применяемых материалов, полуфабрикатов и комплектующих изделий. Поэтому, при их поступлении на предприятие они подвергаются входному контролю. К входному контролю и последующему применению допускаются только те материалы, полуфабрикаты и комплектующие изделия на которые оформлены документы ОТК изготовителя. Выполнение работ по входному контролю возложено, согласно положениям, на персонал ОТК. Результаты входного контроля заносятся в журнал входного контроля. Перечень, объем, последовательность выполнения работ определены инструкцией. Наше предприятие выпускает машиностроительную продукцию, поэтому основным материалом при ее изготовлении является металлопрокат. Используется как низкоуглеродистые стали в виде листа и профильного проката, так и среднеуглеродистые и среднелегированные. Качество поступающего металла имеет решающее значение и контролируется с момента поступления на предприятие (входной контроль), и по мере его продвижения по технологической цепочке в следующей последовательности.





Особое внимание требует к себе, возникающий в среднеуглеродистых и среднелегированных марках стали, дефект-флокены. Они появляются в центральной части круглого проката среднего и крупного сечения и имеют вид тонких извилистых трещин, представляющих собой в изломе пятна с поверхностью характерного серебристого цвета, округлой формы. Возникают при повышенном содержании водорода, который заполняет все пустоты, вплоть до дефектов кристаллической решетки и, превращаясь из атомарного в молекулярный, развивает огромное давление, приводящее к хрупкому разрушению металла. Флокены чаще всего обнаруживаются при закалке, после снятия припуска резанием или, что хуже всего, при поломке детали.
5. Нанесение цветной маркировки согласно утвержденной на предприятии, таблицы цветов по маркам применяемой стали:В качестве неразрушающих методов контроля для обнаружении трещин, как в материале при нарезке заготовок, так и готовых деталях, перед их дальнейшем использовании, на нашем предприятии используется капиллярный и магнитопорошковые методы.
ООО Технопарк «Импульс» — +7 495 926-35-41ГОСТом 24297–87 установлено, что входной контроль (ВК) качества металлопродукции должен проводиться входящим в состав служб технического контроля качества каждого конкретного предприятия (ОТК) – бюро входного контроля (БВК).
В перечень ведущих задач входного контроля внесены:
Используемые для проведения входного контроля средства выполнения измерений и необходимое испытательное оборудование выбираются исходя из требований к подконтрольной продукции ГОСТ 8.002–86 и прочей НТД.
С целью обеспечения исполнения требований серии ГОСТ Р ИСО 9 000 и ГОСТ 24297–87, а также с учетом особенностей и специфики выпускаемой продукции, на предприятии может разрабатываться собственная НТД. Так, на ряде крупных предприятий может вестись разработка таких стандартов предприятия (СТП), как «Технологическая инструкция (ТИ) входного контроля металлических материалов», «Входной контроль металлических материалов», и проч.
СТП устанавливается введенный на предприятии порядок организации, проведения входного контроля металлопродукции и оформления его результатов. Технологической инструкцией, сообразно перечню подлежащих входному контролю полуфабрикатов и металлов, определяются виды и необходимый объем ВК, которые должны быть установлены в соответствии с ТУ и НТД на выпускаемую продукцию.
Проведение ВК входит в перечень обязанностей БВК. При этом к проведению входного контроля привлекаются: склад готовой металлопродукции (далее склад) или цех-потребитель, а также заводская центральная лаборатория (ЦЗЛ).
Виды проверок качества металлопродукцииВходным контролем металлопродукции предусмотрено проведение следующих проверок:
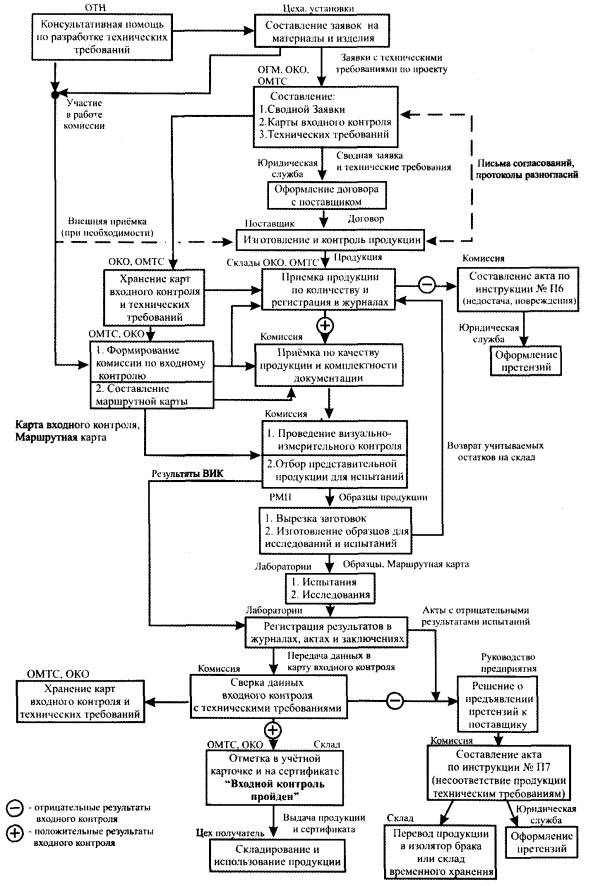
Стандартная схема организации и проведения ВК выглядит следующим образом: металлопродукция, поступившая на склад, по количеству, ассортименту и номенклатуре принимается с полным пакетом сопроводительной документации, после чего в течение10 суток должна быть передана на входной контроль.
В ходе ВК выполняется ряд проверок в соответствии с первыми четырьмя пунктами (см.
выше), а также проходит отбор проб с целью подтверждения заявленной марки металла, его структуры, специальных и механических свойств. Процедуру отбора проб проводят под непосредственным контролем БВК.
Затем отобранные пробы поступают в ЦЗЛ. Заключение о степени соответствия установленным требованиям качества металлопродукции делается исходя из данных входного контроля, включающих результаты ЦЗЛ.
В сопроводительной документации, в случае получения положительных результатов контроля, отмечается «Входной контроль проведен, соответствует ТИ».
Если какой-либо из показателей не соответствует установленным требованиям, от данной партии металлопродукции для контроля отбирается удвоенное число образцов. Если и после этого получены неудовлетворительные результаты, складом, БВК и отделом снабжения составляется акт на брак.
Маркировка «Брак» производится при помощи красной краски, после чего забракованный металл передается на хранение в изолятор брака и хранится там до тех пор, пока не будет принято решение об утилизации некачественной продукции или ее возврате.
Контроль геометрических параметровТехнологическая инструкция регламентирует объем контроля геометрических параметров сортамента металлопродукции. Как правило, это около 5% от партии. Контроль данных параметров производят с использованием измерительных инструментов, допускающих погрешность в измерениях не более ? от допуска на каждый измеряемый параметр.
В зависимости от категории сортамента (лист, лента, пруток и проч.) проводится контроль
указанных в сертификате размеров. В ТИ также указывается, каким образом и в каких местах должны проводиться измерения.
Так, толщину лент и полос измеряют на расстоянии не превышающем
50 мм до конца изделия и не превышающем 10 мм от его боковой кромки. Толщина лент, ширина которых до 20 мм. измеряется посредине. Для проведения замеров используется микрометр по ГОСТ 4381-87 или ГОСТ 6507-90. Например для оценки качества фольги алюминиевой существуют свои особенности.
Контроль поверхностиКак правило, проверка качества поверхностей металла проводится визуально. Рекомендуемый объем контроля продукции составляет 5 % от тестируемой партии. В ряде случаев (отливки, поковки и проч.) производится контроль поверхности всей партии продукции.
В любом случае при выявлении дефектов (включая следы коррозии) в ЦЗЛ направляются пробы для точного определения причин дефекта и его размеров. Решение о качестве подобной партии металла принимается лишь после получения заключения ЦЗЛ.
Контроль химического составаДля каждой партии металла данный вид контроля выполняется в ЦЗЛ с применением спектральных и химических методов анализа в целях установления степени соответствия химического состава (как качественного, так и количественного) металлопродукции заявленным в сертификате нормам. По результатам контроля оформляется соответствующее заключение. Так же они заносятся в паспорт входного контроля.
В ТИ устанавливаются нормы отбора проб, необходимых для проведения контроля химического состава. Обычно от каждой партии это:
Химические методы в основном предусматривают проведение гравиметрического, титриметрического и колориметрического видов анализа. При этом данный метод имеет ряд недостатков, из-за которых малоэффективен в случаях незначительных концентраций определяемых элементов.
Намного результативнее применение спектральных методов. Они используются для проведения химических маркировочного и экспресс-анализа состава цветных сплавов, чугунов и сталей. Спектральный анализ металлов и сплавов проводится в соответствии с ГОСТами. Практически полностью автоматизировать процесс анализа спектров позволяет совмещение спектрометров с ЭВМ. Все чаще в заводских лабораториях для проведения химического анализа также применяются рентгеноспектрометры.
Контроль механических свойствВ соответствии с нормами ТИ и СТП, контроль механических свойств металлопродукции, поступающей на предприятие, также производится в ЦЗЛ. Его объем и содержание определяют: марка металла, состояние поставки и назначение в соответствии с НТД. Результаты этого вида контроля с приложением таблиц проведенных испытаний заносят в паспорт входного контроля.
Чаще всего речь идет о контроле механических свойств в ходе тестовых испытаний на твердость, одноосное растяжение и ударную вязкость. При этом значение имеют размеры и форма образцов, которые в полной мере должны соответствовать положениям ГОСТ 9454–78 и ГОСТ 1497–84.
В качестве изучаемых образцов продукции квадратного, шестигранного и круглого сечения, для тестов на растяжение от одной партии изделий отбирают не менее 2-х проб, длина которых – не менее 60 мм от конца проката.
При несоответствии полученных результатов существующему сертификату, испытание проводят повторно с использованием уже удвоенного количества образцов. Если и в этом случае хотя бы один из образцов показывает отрицательные результаты, - браком будет считаться вся без исключений партия металла.
Вопрос: Кто должен осуществлять входной контроль материалов поступающих на строительную площадку?
Ответ: Проведение входного контроля строительных конструкций, материалов, изделий и оборудования, поступающих на площадку строительства входит в обязанности строительной подрядной организации (п. 6.3.7 ОР-03.100.50-КТН-176-10). В соответствии с п. 6.7.1.4 РД-03.120.10-КТН-038-07 записи, в которых регистрируются результаты контроля и решения в отношении продукции прошедшей процедуру входного контроля, должны вестись в соответствии с установленными формами. Формой 3.3 части II ВСН 012-88 предусматривается подписание акта о результатах проверки изделий на соответствие техдокументации комиссией в составе представителя строительной организации, представителя службы контроля качества генерального подрядчика (п.п. 6.3.1-6.3.2 ОР-03.100.50-КТН-176-10) и представителя заказчика. Также в проведении входного контроля участвует представитель строительного контроля, закрепленный за данным объектом в объемах, указанных в таблице 1 ОР-91.200.00-КТН-041-10.
Вопрос: Необходимый уровень квалификации специалистов входного контроля подрядной организации?
Ответ: В соответствии с п. 6.7.1.4 РД-03.120.10-КТН-038-07 необходимый уровень квалификации специалистов входного контроля (прохождение обучения в специализированных обучающих центрах, аттестации, внутренние обучения) должен быть установлен в документированных процедурах (технологических картах), регламентирующих проведение входного контроля. Документальные подтверждения наличия у специалистов необходимой квалификации (оригиналы или заверенные копии удостоверений, протоколов аттестации) должны находиться на объекте строительства. Специалисты Подрядчика, осуществляющие визуальный и измерительный входной контроль на объекте строительства должны быть аттестованы в соответствии с Правилами аттестации персонала в области неразрушающего контроля (ПБ 03-440-02) и иметь квалификационный уровень не ниже II.
Вопрос: Применение материалов и оборудования разрешается при условии?
Ответ: Прохождения ими процедуры входного контроля с оформлением соответствующей исполнительной документации и маркировкой изделия буквой «П» - пригодное (таблица 1 ОР-91.200.00-КТН-041-10).
Вопрос: Допускается ли применение труб, соединительных деталей трубопроводов, запорной арматуры и сварочных материалов при отсутствии клейм, маркировки, сертификатов?
Ответ: Не допускается (п. 6.1.1, РД-25.160.00-КТН-011-10, п. 3.2, ОР-08.00-60.30.00-КТН-027-2-05, таблица 1 ОР-91.200.00-КТН-041-10).
Вопрос: Что должны содержать в себе технологические карты входного контроля?
Ответ: В соответствии с п. 6.7.1.2 РД-03.120.10-КТН-038-07 технологические карты входного контроля (по видам продукции) должны содержать:
- место проведения входного контроля;
- критерии приемки продукции;
- допустимые погрешности (допустимые погрешности измерений при измерительном контроле должны соответствовать требованиям РД 03-606-03);
- наименования нормативных документов, устанавливающих требования к продукции;
- используемые средства измерений;
- объем выборки и методы отбора образцов (при необходимости);
- ответственность за проведение входного контроля принятие решение по его результатам;
- формы записей, в которых фиксируются результаты входного контроля и решения в отношении продукции, прошедшей процедуру входного контроля;
- формы записей, описывающих характер выявленных несоответствий и дальнейшие действия, предпринятые в отношении данной продукции.
Вопрос: В состав чего включаются технологические карты на входной контроль?
Ответ: В соответствии с п. 6.7.1.2 РД-03.120.10-КТН-038-07 технологические карты входного контроля должны быть включены в состав ППР.
Вопрос: Что делается с материалами и оборудованием, не прошедшими входной контроль?
Ответ: В соответствии с п. 6.7.1.5 РД-03.120.10-КТН-038-07 продукция, не прошедшая входной контроль должна быть идентифицирована соответствующим образом и отделена от годной продукции. Идентификация должна осуществляться: нанесением соответствующей маркировки на несоответствующую или не прошедшую входной контроль продукцию или путем складирования в месте, обозначенном как изолятор брака. Изолятор брака должен быть указан на генплане строительства.
Вопрос: Какие приборы и инструменты могут использоваться для проведения входного контроля?
Ответ: Для проведения входного контроля качества изделий и материалов должны применяться приборы и инструменты, указанные в п.п. 6.3-6.5 ОР-91.200.00-КТН-284-09 «Табель технической оснащенности лабораторий контроля качества и служб технического надзора на объектах строительства ОАО «АК «Транснефть».
Вопрос: Какие документы должны быть приложены к Акту приемки металлоконструкций в монтаж?
Ответ: В соответствии с п. 5.4.4 ПБ 03-605-03 к акту приемки металлоконструкций в монтаж должны быть приложены: рабочие чертежи КМД изготовителя; комплектовочные (отправочные) ведомости; протокол качества на конструкции резервуара#M12293 1 901865908 2028685173 4294957326 2688022136 2691969836 747705066 786095256 4294960038 1261054964#S.
Вопрос: Объем и контролируемые параметры листового проката для основных конструкций резервуара. Каким документом подтверждается факт проведения входного контроля?
Ответ: В соответствии с таблицей 1 ОР-91.200.00-КТН-041-10 контролируемые параметры листовых изделий при проведении входного контроля следующие: разделка кромок под сварку; толщина листа; качество поверхности листов (не превышение параметров вмятин, забоин, окалины и др. нормативным требованиям); качество кромок листа (отсутствие неровностей, заусенцев, забоин и завалов, превышающих 1 мм); просвет между шаблоном (длиной 2 м по дуге и гнутой поверхность). Объем контроля: для листов стенок - 100% каждый лист на соответствие параметров проектным (КМД), для листов других конструкций - 100% визуальный контроль промеров подрядной организацией и 5% дубль контроль. При не совпадении увеличение дубль контроля в 2 раза.
В соответствии с п. 2.7.6 РД-23.020.00-КТН-079-09 предельные отклонения линейных размеров и формы деталей, обеспечивающие собираемость конструкций на монтаже, должны быть указаны в рабочих чертежах, но не превышать значений указанных в таблице 2.10. Предельные отклонения конструкций, не указанных в таблице 2.10 принимать по ПБ 03-605-03.
Таблица 2.10 - Предельные отклонения конструкций резервуаров, монтируемых методом полистовой сборки
Отклонение от перпендикулярности продольной и поперечной кромок Z
В соответствии с п. 5.4.3 ПБ 03-605-03 приемка металлоконструкций резервуара в монтаж оформляется актом приемки по форме #M12293 0 901865908 2028685173 4294957333 2688022136 2691969836 3177868928 1138140232 2784922613 2763018172приложения Д 9#S.
Вопрос: Объем и контролируемые параметры трубной продукции, в т.ч. с силикатно-эмалевым покрытием. Каким документом подтверждается факт проведения входного контроля?
Ответ: В соответствии с таблицей 1 ОР-91.200.00-КТН-041-10 контролируемые параметры трубной продукции при проведении входного контроля определяются ОТТ на поставляемые трубы: - отсутствие недопустимых механических повреждений, металлургических дефектов и коррозии, в том числе расслоений, выходящих на кромку и поверхность изделий, забоин, рисок, вмятин на теле и на торцах, - величина отклонений диаметра трубы и толщины стенки от номинальных размеров, соответствие величины отклонений угла фаски, косины реза торцов, овальности по торцам, кривизны труб и снятия усиления внутреннего шва требованиям действующих норм и правил; - качество поверхности и сварных швов труб; - наличие маркировки и соответствие её паспортным данным; - на отсутствие недопустимых дефектов сварных швов; - наличия наружного и внутреннего антикоррозионного покрытия труб для системы подслойного пожаротушения и системы противопожарного водоснабжения в соответствии с проектной документацией. Объем контроля: ВИК визуально 100%; инструментально в объеме 5% выборочно; ультразвуковая толщинометрия стенки в объеме 5% (не менее, чем в пяти равномерно распределенных по окружности точках. При обнаружении брака объем дубль контроля увеличивается в два раза.
По результатам проведения входного контроля оформляется акт о результатах проверки изделий на соответствие техдокументации Форма 3.3 часть II ВСН 012-88.
Вопрос: Объем и контролируемые параметры запорной арматуры и оборудования. Каким документом подтверждается факт проведения входного контроля?
Ответ: В соответствии с таблицей 1 ОР-91.200.00-КТН-041-10 контролируемые параметры запорной арматуры и затворов обратных при проведении входного контроля определяются п. 3.2 ОР-08.00-60.30.00-КТН-027-2-05: входной контроль при поступлении запорной арматуры и обратных затворов от заводов-изготовителей и после капитального ремонта проводится ОАО МН на специализированных участках по входному контролю обученными и аттестованными специалистами данных участков.
Входной контроль арматуры DN 50-1200 включает в себя:
- проверку эксплуатационной и разрешительной документации;
- визуальный и инструментально-измерительный контроль;
- испытания на герметичность затвора арматуры (арматура, предназначенная для установки на действующий нефтепровод, после установки которой невозможно проведение гидравлических испытаний в составе трубопровода, подвергается гидравлическим испытаниям на специализированном участке на прочность и плотность материала корпусных деталей и сварных швов давлением равным испытательному давлению данного участка нефтепровода). По результатам входного контроля на специализированных участках по входному контролю ОАО МН должны быть оформлены акты ВИК и акты проведения гидравлического испытания запорной арматуры и обратных затворов.
Перед монтажом арматуры проверяется наличие эксплуатационной и разрешительной документации (паспорт (формуляр) завода-изготовителя, руководство по эксплуатации (на русском языке), сертификат соответствия, сертификат пожарной безопасности (для арматуры устанавливаемой на трубопроводы системы пожаротушения, разрешение Ростехнадзора на применение, акты проведения контроля корпуса арматуры акустико-эмиссионным методом после капитального ремонта на специализированном ремонтном предприятии), производится визуальный и инструментально-измерительный контроль (при визуальном контроле арматуры проверяется: комплектность (по паспорту на арматуру, наличие заглушек обеспечивающих защиту стыковых кромок под сварку, маркировка (ГОСТ 4666), отсутствие на корпусе и торцах вмятин, задиров, механических повреждений, коррозии, отсутствие расслоений любого размера на торцах патрубков, состояние сварных швов арматуры; при инструментально-измерительном контроле проверяется: диаметр проходного сечения, разделка стыковых кромок под сварку (толщина стенок для вновь изготовленной арматуры) должна быть в соответствии со спецификациями на строительство, реконструкцию и капитальный ремонт объектов МН, а также представляемых ОАО «ТД «Транснефть» заводам-изготовителям опросных листов согласованных с ОАО МН, отклонение толщины стенки по торцам патрубков не должно превышать предельных значений, регламентируемых в ТУ завода-изготовителя, косина реза торцов патрубков не должно превышать 2,0 мм, параллельность фланцев корпус-крышка).
Вопрос: Гидрофобный слой. Состав, характеристики, контролируемые параметры укладки.
Ответ: Непосредственно под днищем резервуара устраивается гидрофобный слой для защиты днища резервуара от коррозии. Гидрофобный слой выполняется из высокоплотного асфальтобетона марки 1 по ГОСТ 9128-97*, с остаточной пористостью от 1,0 до 2,5%, песчаного, с размером зерен до 5 мм. Присутствие кислот и свободной серы в вяжущем компоненте не допускается. Коэффициент уплотнения гидрофобного слоя устанавливается проектной документацией. Толщина гидрофобного слоя на песчаной подушке под центральной частью днища, в соответствии с п. 3.11 РД-23.020.00-КТН-079-09, не менее 50 мм, на поверхности кольцевого фундамента – не более 20 мм.
Вопрос: Контролируемые параметры формы и размеров днища резервуаров.
Ответ: В соответствии с п. 2.10.15 РД-23.020.00-КТН-079-09 отклонения формы и размеров металлоконструкций вновь сооружаемого резервуара в целом, выявленные при пооперационном контроле, должны соответствовать значениям, приведенным в таблицах 2.16-2.18.
Таблица 2.16 - Допускаемые отклонения формы и размеров днища, стационарной, плавающей крыши и понтона вновь сооружаемого резервуара
Предельное отклонение при диаметре резервуара, мм
1 января 1988 года
1. Разработан и внесен Государственным комитетом СССР по стандартам.
Разработчики: М.Г. Иофин (руководитель темы); Л.В. Ермилова (руководитель темы); Я.Г. Остапчук, канд. техн. наук; А.А. Богатырев, канд. эконом. н аук; И.И. Чайка, канд. эконом. наук; С.Г. Атамась; С.А. Афонин; Ю.Ф. Афанасьева; К.В. Лебедев, канд. техн. наук; Ю.С. Вартанян, канд. техн. наук.
2. Утвержден и введен в действие Постановлением Государственного комитета СССР по стандартам от 04.06.1987 N 1809.
3. Взамен ГОСТ 24297-80.
4. Ссылочные нормативно-технические документы
Обозначение НТД, на который дана ссылка │ Номер пункта
ГОСТ 2.124-85 │ 1.3
ГОСТ 8.002-86 │ 2.3
ГОСТ 15895-77 │ 1.1
ГОСТ 16504-81 │ 1.1
Р 50-609-40-88 │ 1.11
5. Переиздание. Апрель 1993 г.
Настоящий стандарт устанавливает основные положения по организации, проведению и оформлению результатов входного контроля сырья, материалов, полуфабрикатов и комплектующих изделий (далее - продукция), используемых для разработки, производства, эксплуатации и ремонта промышленной продукции.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Термины, применяемые в настоящем стандарте, - по ГОСТ 16504-81 и ГОСТ 15895-77.
1.2. Входной контроль проводят на предприятиях (в объединениях) и в организациях, разрабатывающих и изготовляющих промышленную продукцию, а также осуществляющих ее ремонт.
1.3. Входной контроль проводят с целью предотвращения запуска в производство продукции, не соответствующей требованиям конструкторской и нормативно-технической документации, договоров на поставку и протоколов разрешения по ГОСТ 2.124-85 (далее - установленным требованиям).
1.4. Входной контроль осуществляют по параметрам (требованиям) и методам, установленным в НТД на контролируемую продукцию, договорах на ее поставку и протоколах разрешения.
1.5. Номенклатуру продукции, контролируемые параметры (требования), вид контроля и объем выборки или пробы определяют, исходя из стабильности качества продукции поставщиков, степени освоения новых видов продукции, важности данного параметра (требования) для функционирования выпускаемой продукции, и устанавливают в перечне продукции, подлежащей входному контролю.
1.6. Разделы перечня разрабатывают:
1) конструкторские службы предприятия - по изделиям, предназначенным для комплектации;
2) технологические службы предприятия - по сырью, материалам и полуфабрикатам.
1.7. Перечни продукции, подлежащей входному контролю, согласовывают с отделом технического контроля (ОТК), метрологической службой, а также с Государственной приемкой и (или) представительством заказчика <*> и утверждают:
1) главный конструктор предприятия-разработчика - при разработке опытных образцов продукции;
2) главный инженер предприятия-потребителя - при производстве и ремонте.
<*> Здесь и далее по тексту - при наличии этих органов на предприятии.
1.8. Перечень продукции, подлежащей входному контролю, должен содержать:
1) наименование, марку (чертежный номер) и тип контролируемой продукции;
2) обозначение НТД, требованиям которой должна соответствовать продукция (реквизиты договора на поставку или протокола разрешения);
3) контролируемые параметры (требования) или пункты НТД (договора, протокола разрешения), в которых они установлены;
4) вид контроля, объем выборки или пробы, контрольные нормативы, разрешающие правила;
5) средства измерения или их технические характеристики;
6) гарантийный срок;
7) указания о маркировке (клеймении) продукции по результатам входного контроля;
8) допустимый расход ресурса при входном контроле (расход ресурса должен быть минимальным).
При необходимости в перечень допускается включать требования или указания, отражающие особенности продукции.
1.9. Входной контроль продукции устанавливают сплошным или выборочным. При установлении выборочного контроля планы контроля и правила приемки должны соответствовать установленным в НТД на продукцию.
Примечание. Для электрорадиоизделий с индексом "ОС" обязателен сплошной входной контроль.
1.10. При необходимости потребитель может проводить дополнительные проверки продукции, не предусмотренные установленными требованиями. Объем и методы проверок согласовываются между потребителем и поставщиком, а также с Государственной приемкой и (или) представительством заказчика.
При входном контроле допускается проводить тренировки комплектующих изделий в условиях и режимах, предусмотренных НТД, при этом в перечне продукции, подлежащей входному контролю, должны быть соответствующие указания.
1.11. Технологическую документацию на процессы входного контроля по Р 50-609-40-88 разрабатывают технологические службы предприятия по согласованию с ОТК, а также с Государственной приемкой и (или) представительством заказчика и утверждает главный инженер предприятия.
1.12. Решение об ужесточении, ослаблении или отмене входного контроля принимает потребитель по согласованию с Государственной приемкой и представительством заказчика на основе результатов входного контроля за предшествующий период или результатов эксплуатации (потребления) продукции.
2. ОРГАНИЗАЦИЯ ВХОДНОГО КОНТРОЛЯ
2.1. Входной контроль проводит подразделение входного контроля, входящее в состав службы технического контроля предприятия (объединения).
2.2. Основными задачами входного контроля являются:
1) проверка наличия сопроводительной документации на продукцию, удостоверяющей качество и комплектность продукции;
2) контроль соответствия качества и комплектности продукции требованиям конструкторской и нормативно-технической документации и применения ее в соответствии с протоколами разрешения;
3) накопление статистических данных о фактическом уровне качества получаемой продукции и разработка на этой основе предложений по повышению качества и, при необходимости, пересмотра требований НТД на продукцию;
4) периодический контроль за соблюдением правил и сроков хранения продукции поставщиков.
2.3. Входной контроль необходимо проводить в специально отведенном помещении (участке), оборудованном необходимыми средствами контроля, испытаний и оргтехники, а также отвечающем требованиям безопасности труда.
Рабочие места и персонал, осуществляющий входной контроль, должны быть аттестованы в установленном порядке.
Средства измерений и испытательное оборудование, используемое при входном контроле, выбирают в соответствии с требованиями НТД на контролируемую продукцию и ГОСТ 8.002-86. Если метрологические средства и методы контроля отличаются от указанных в НТД, то потребитель согласовывает технические характеристики используемых средств и методы контроля с поставщиком, Государственной приемкой и (или) представительством заказчика.
Для проведения испытаний, проверок и анализов, связанных с входным контролем, продукция может быть передана в другие подразделения предприятия (лаборатории, контрольно-испытательные станции и др.).
3. ПОРЯДОК ПРОВЕДЕНИЯ ВХОДНОГО КОНТРОЛЯ
3.1. К входному контролю допускается продукция, принятая ОТК, представительством заказчика, Государственной приемкой предприятия-поставщика и поступившая с сопроводительной документацией, оформленной в установленном порядке.
3.2. При проведении входного контроля необходимо:
1) проверить сопроводительные документы, удостоверяющие качество продукции, и зарегистрировать продукцию в журналах учета результатов входного контроля (Приложение 1);
2) проконтролировать отбор складскими работниками выборок или проб, проверить комплектность, упаковку, маркировку, внешний вид и заполнить акт отбора выборок или проб;
3) провести контроль качества продукции по технологическому процессу входного контроля или передать в соответствующее подразделение выборки или пробы для испытаний (анализов).
3.3. Подразделение, получившее на испытания (анализ) выборки или пробы, проводит испытания в установленные сроки и выдает подразделению входного контроля заключение о соответствии испытанных выборок или проб установленным требованиям.
3.4. Результаты испытаний или анализов (физико-механических свойств, химического состава, структуры и т.п.) должны быть переданы в производство вместе с проверенной продукцией.
3.5. В производство должна передаваться принятая по результатам входного контроля продукция с соответствующей отметкой в учетных или сопроводительных документах.
Допускается маркировка (клеймение) принятой продукции.
3.6. Продукция, поступившая от предприятия-поставщика до проведения входного контроля, должна храниться отдельно от принятой и забракованной входным контролем.
3.7. Забракованная при входном контроле продукция должна маркироваться "Брак" и направляться в изолятор брака.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ВХОДНОГО КОНТРОЛЯ
4.1. По результатам входного контроля составляют заключение о соответствии продукции установленным требованиям и заполняют журнал учета результатов входного контроля.
4.2. В сопроводительных документах на продукцию делают отметку о проведении входного контроля и его результатах, маркируют (клеймят) продукцию, если это предусмотрено перечнем продукции, подлежащей входному контролю.
4.3. При соответствии продукции установленным требованиям подразделение входного контроля принимает решение о передаче ее в производство.
При выявлении в процессе входного контроля несоответствия установленным требованиям продукцию бракуют и возвращают поставщику с предъявлением рекламации.
При неоднократном получении недоброкачественной продукции или получении ее в крупных размерах потребитель сообщает об этом в территориальный орган Прокуратуры по месту нахождения поставщика.
4.4. По результатам входного контроля потребитель в необходимых случаях информирует о несоответствии продукции установленным требованиям министерство поставщика, представительство заказчика и (или) орган Госприемки на предприятии-поставщике, а при отсутствии последнего - территориальный орган Госстандарта по месту нахождения поставщика для принятия мер в соответствии с возложенными на них функциями (Приложение 2).
4.5. По электрорадиоизделиям, принятым представительством заказчика, информацию направляют в головной институт заказчика по этим изделиям (Приложение 3).
ФОРМА ЖУРНАЛА УЧЕТА РЕЗУЛЬТАТОВ ВХОДНОГО КОНТРОЛЯ
ЗА __________ КВАРТАЛ 19___ Г.
Дата│Наимен о- │Пред-│Номер │Коли-│Коли-│Коли-│Коли-│Вид │Номер│Испы-│Номер│Причи-│Меры │Меро-
по с- │вание │прия-│пар- │чест-│чест-│чест-│чест-│испы-│и │та- │и │на │по │прия-
туп-│продук- │тие- │тии, │во │ во │во │во │тания│дата │ние, │дата │рекла-│удов- │тия
л е- │ции, │по- │дата │про- │про- │за- │не- │и │про- │при │со- │мации │летво-│пред-
ния │марка, │ста в- │изго- │дук- │ве- │бра- │комп-│дата │токо-│кото-│став-│(пункт│рению │прия-
│тип │щик │товл е- │ции в│рен- │ко- │лект-│сдачи│ла │ром │ления│стан- │рекла-│тия-
│проду к- │ │ния и │пар- │ной │ван- │ной │об- │испы-│выяв-│рек- │дарта,│мации │пос-
│ции, │ │номер │тии │пр о- │ной │про- │раз- │таний│лен │лама-│ТУ) │и при-│тавщи-
│обозн а- │ │сопро-│ │дук- │про- │дук- │цов │ │брак │ции │ │нятию │ка по
│чение │ │вод и- │ │ции │дук- │ции │на │ │ │ │ │штраф-│закры-
│докуме н- │ │тель- │ │ │ции │ │испы-│ │ │ │ │ных │тию
│та на ее │ │ного │ │ │ │ │тания│ │ │ │ │санк- │рекла-
│поставку│ │док у- │ │ │ │ │ │ │ │ │ │ций │мации
│ │ │мента │ │ │ │ │ │ │ │ │ │ │
1 │ 2 │ 3 │ 4 │ 5 │ 6 │ 7 │ 8 │ 9 │ 10 │ 11 │ 12 │ 13 │ 14 │ 15
│ │ │ │ │ │ │ │ │ │ │ │ │ │
ФОРМА ПРЕДСТАВЛЕНИЯ ИНФОРМАЦИИ
1. Наименование органа Госприемки, представительства заказчика
и территориального органа Госстандарта и его почтовый адрес
2. Наименование предприятия-потребителя ______________________
3. Наименование министерства _________________________________
ведомственной подчиненности предприятия
о поставках сырья, материалов, полуфабрикатов и комплектующих
изделий с нарушением требований НТД (стандартов и ТУ) за период
с _________________ по ________________
Наименование │ Наименование │Объем продукции, │ Характер
продукции (марка,│ предприяти я- │ поставляемой с │ нарушений и
тип), обозначение│ поставщика, │ нарушением НТД │номера пунктов
и наименование │ его место │ (в % к │НТД, требования
НТД, по которой │ нахождения и │ поставляемому), │ которых
ее поставляют. │ в едомственная │ номер и дата │ нарушены
Дата изготовления│подчиненность │ составления │
продукции │ │ рекламации │
1 │ 2 │ 3 │ 4
Примечание. Если материалы и комплектующие изделия приняты
Государственной приемкой или представительством заказчика, об этом
указывают в примечании.
Главный инженер предприятия СОГЛАСОВАНО
"____" _______________ 19___ г. Представитель Госприемки
" ____" ______________ 19___ г.
ФОРМА ПРЕДСТАВЛЕНИЯ ИНФОРМАЦИИ
Сведения Отчетный период _____________
о поставках продукции с нарушением Условное наименование
требований НТД (стандартов и ТУ) министерства-потребителя ____
за период с _____ по _____ <*> Условное наименование
Количество листов ___________
Код │Наимен о- │Вид │Год │ Условное │Постав-│Прове-│Рекла-│Приня-│Ха-
по │вание │приемки│в ы- │наименование│лено │рено │миро- │то │рак-
ОКП │проду к- │пред- │пус-│ поставщика │продук-│про- │вано │рекла-│тер
(ЕСКД)│ции │став и- │ка │ │ции, │дук- │про- │маций │де-
│(марка, │тельс т- │ ├──────┬─────┤шт. │ции, │дук- │по- │фек-
│тип) │вом з а- │ │минис-│пред-│ │шт. │ции, │став- │тов
│ │казчика│ │терс т- │прия-│ │ │шт. │щи- │
│ │<**> │ │во │тие │ │ │ │ком, │
│ │ │ │ │ │ │ │ │шт. │
1 │ 2 │ 3 │ 4 │ 5 │ 6 │ 7 │ 8 │ 9 │ 10 │ 11
│ │ │ │ │ │ │ │ │ │
Главный инженер предприятия Согласовано
(Начальник ОТК предприятия) Представитель заказчика
"___" _____________ 19__ г. "___" ___________ 19__ г.
<*> Сведения представляют за каждое полугодие.
<**> Сведения по каждому виду приемки представителем заказчика